基礎原理
ピエゾステージによる等速走査:ピーク速度より均一性が重要な理由
速度リップル、コントローラー帯域幅、プロセス品質を決定する走査プロファイル
走査アプリケーションにおいて、プロセス品質を決定するのはステージのピーク速度ではない。走査ウィンドウ内での速度の均一性こそが重要である。500 mm/sの能力を持ちながら±5%の速度リップルを示すステージは、検査(ウエハステージ位置決めを参照)やコーティング用途において、200 mm/sに制限されていても±0.1%のリップルしか持たないステージよりも劣った結果をもたらす。本稿では、ピエゾ摩擦駆動ステージにおける速度非均一性の発生要因、それを抑制するコントローラーアーキテクチャ、そして重要な領域で等速を実現するための走査プロファイルについて検討する。
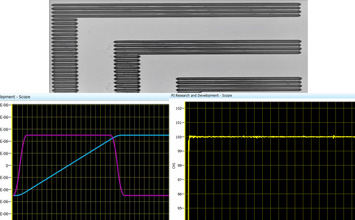
Image: PIglideエアベアリングステージの走査線均一性(上)と速度安定性のオシロスコープ波形(下)。Source: Physik Instrumente (PI)
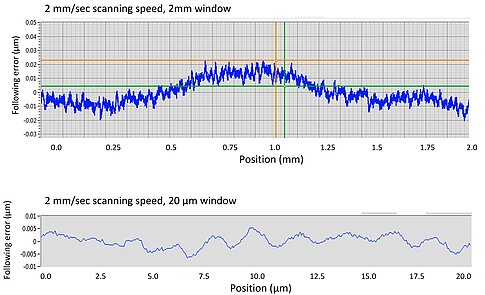
Image: Physik Instrumente (PI)
等速が重要な理由
多くの精密プロセスは本質的にレート依存性を持つ。移動する基板上にレーザーが照射するエネルギーは単位長さあたりの滞留時間に比例し、これは速度に反比例する。走査中に速度が±3%変動すれば、照射エネルギーも±3%変動し、リソグラフィにおける線幅変動、コーティングにおける膜厚変動、検査画像における輝度変動を引き起こす。
具体的な例を考える。共焦点ラインスキャン検査システムが10 kHzの固定カメラトリガーレートでピクセル行を取得する場合、公称走査速度100 mm/sでは各ピクセル行が10 µmの移動量に対応する。ステージ速度が走査の一部で97 mm/sに低下すると、各ピクセル行は9.7 µmしかカバーしない。逆に103 mm/sに上昇すると、各行は10.3 µmをカバーする。結果として得られる画像は±3%の空間的歪みを持ち、測定公差によっては許容できない場合がある。精密寸法計測では、±0.1%以下の速度均一性が求められることも珍しくない。
ピエゾ摩擦駆動ステージにおける速度リップルの発生要因
超音波圧電モーターは、振動するステーターと移動するレールまたはローターとの摩擦接触を通じてステージキャリッジを駆動する。この機構にはいくつかの速度非均一性の発生要因が存在する。
1. 離散ステップ構造
ほとんどの超音波ピエゾモーターの基本動作原理は、ステーター先端で楕円運動を生成すること(共振周波数とステーター設計を参照)であり、この運動が超音波駆動周波数(通常40〜200 kHz)でローターを離散的なマイクロステップで押し出す。低い指令速度では、ステージはこれらのマイクロステップの連続として移動し、各ステップが数ナノメートルから数十ナノメートルの変位を生じる。結果として、駆動周波数に同期した周期的リップルが速度波形に含まれる。
高速域では、ステージの機械的帯域幅(可動質量とベアリングのコンプライアンスで決まる)がローパスフィルターとして作用するため、個々のステップが融合する。例えば、機械共振が200 Hzで駆動周波数が100 kHzのステージでは、駆動周波数における減衰は非常に大きく、離散ステップによる速度リップルは無視できるレベルである。ただし、非常に低い走査速度(0.1 mm/s以下)では、ステップ構造が顕在化して問題になることがある。
2. 走行範囲に沿った摩擦変動
ステーターとローター間の摩擦接触は完全に均一ではない。表面粗さの変動、汚染粒子、潤滑剤の再分布、摩耗パターンなどが位置依存の摩擦変調を生じさせる。ステージが高摩擦領域を通過する際、コントローラーは速度を維持するために駆動振幅を増加させる必要があり、この調整の応答時間はサーボループ帯域幅に依存する。
良好にメンテナンスされたピエゾステージでの典型的な摩擦変動は、平均摩擦力の±5%〜±15%である。閉ループ速度制御がなければ、これはそのまま±5%〜±15%の速度変動に直結する。コントローラーによる能動的な補償が不可欠である。
3. エンコーダー補間アーティファクト
光学リニアエンコーダーは正弦波信号を生成し、それを補間して高分解能位置データを得る。この補間プロセスにより、エンコーダー格子の空間周波数に同期した周期的誤差(サブディビジョンエラー、SDE)が発生する。位置信号を微分して速度を算出すると、これらの周期的位置誤差が周期的速度誤差に変換される。
格子ピッチ4 µmで±20 nmのSDEを持つエンコーダーの場合、走査速度vにおける速度誤差の寄与は以下の通りである。
velocity_error = 2π × v × (SDE振幅) / (格子ピッチ)
v = 100 mm/sの場合:velocity_error = 2π × 100 × 20 nm / 4 µm = 2π × 100 × 0.02 / 4 = ±3.14 mm/s
これは走査速度の±3.14%に相当し、無視できない。このリップルの周波数はv / pitch = 100 / 0.004 = 25 kHzである。このリップルがプロセスに影響するかどうかは、高周波速度変動に対するアプリケーションの感度に依存する。
4. 外部擾乱
床振動、ケーブルドラッグ力、音響擾乱はすべて速度変動を引き起こす。走査アプリケーションではケーブルマネジメントが特に重要である。ステージに接続されたケーブル束が位置依存のドラッグ力を及ぼすと、速度プロファイルにその力の特性が反映される。走査範囲全体にわたってドラッグプロファイルが変化しない低剛性ケーブルキャリアやケーブルループを用いた適切なケーブルルーティングが不可欠である。
コントローラー帯域幅と速度サーボアーキテクチャ
ステージコントローラーは速度リップルを抑制するための主要な手段である。コントローラーの有効性は、そのアーキテクチャ、帯域幅、更新レートに依存する。
開ループ速度制御
最も単純な方式では、公称摩擦モデルに基づいて目標速度を生成するはずの固定駆動振幅と周波数をコントローラーが指令する。摩擦変動、ケーブルドラッグ、熱ドリフトなどの擾乱は補正されることなく直接速度に影響する。開ループ速度均一性は通常±5%〜±20%であり、ほとんどの走査アプリケーションでは許容できない。
閉ループ位置ベース速度制御
ほとんどのピエゾステージコントローラーは位置サーボループを実装している。コントローラーがエンコーダーを読み取り、位置誤差を算出し、位置誤差を最小化するように駆動信号を調整する。走査では、コントローラーが軌道(時間変化する位置セットポイント)を生成し、ステージがそれに追従する。速度は間接的に制御される。位置プロファイルがランプ(等速区間)であり、ステージが小さい追従誤差でランプを追跡すれば、速度はほぼ一定になる。
この方式の速度均一性は以下の要素に依存する。
-
サーボ帯域幅:位置ループがコマンド軌道を追跡できる上限周波数。帯域幅が高いほど、より広い周波数範囲で擾乱を抑制できる。典型的なピエゾステージ位置サーボ帯域幅は50 Hz(低性能)〜2 kHz(高性能)。
-
等速時の追従誤差:等速走査中、適切に調整されたPIDループでは追従誤差が一定値に収束する(速度フィードフォワードゲインによって決定)。このとき速度誤差は軌道追跡よりも擾乱抑制に支配される。
-
更新レート:コントローラーのサーボ更新レート(通常5 kHz〜50 kHz)が擾乱抑制のナイキスト限界を決定する。更新レートの半分を超える周波数の擾乱は補正できない。
速度フィードフォワード
速度フィードフォワード項を追加すると、走査性能が劇的に向上する。位置誤差信号のみに依存してステージを駆動するのではなく、指令速度に比例した駆動信号をコントローラーが注入する。これにより等速区間での位置誤差が減少し、位置ループの負担が軽減されて擾乱への応答がより効果的になる。
フィードフォワードゲインは通常、複数の速度でステージを走行させ、各速度を維持するために必要な駆動信号を測定して校正する。ルックアップテーブルまたは線形モデルが、指令速度からフィードフォワード駆動振幅へのマッピングを提供する。
適切に調整された速度フィードフォワードにより、等速走査時の追従誤差をフィードバックのみの制御と比較して10〜100倍に低減できる。

Image: Physik Instrumente (PI)
専用速度サーボループ
最高性能の走査ステージでは、位置ループに加えて専用の速度フィードバックループを実装している。速度信号はエンコーダーから(微分フィルターまたは状態オブザーバーを使用して)導出され、別のコントローラーが速度誤差に作用する。この二重ループアーキテクチャ(内側が速度ループ、外側が位置ループ)は以下の利点を提供する。
- 速度変動に対する擾乱抑制帯域幅の向上
- 位置追跡と速度調整の分離改善
- 摩擦変動に対する感度の低減
エンコーダー分解能、信号処理品質、ステージの機械力学に応じて、500 Hz〜3 kHzの速度サーボ帯域幅が達成可能である。
走査プロファイル
走査アプリケーションでは、全走行範囲にわたって等速が必要になることはまれである。有効走査ウィンドウは全走行範囲の一部であり、残りの走行範囲は加速、減速、方向反転に使用される。走査プロファイルは、各走査ラインにおける位置(または時間)の関数としての速度を定義する。
台形プロファイル
最も単純な走査プロファイルは台形型である。ステージが一定加速度で加速し、走査速度に達したら走査ウィンドウ全体でその速度を維持し、減速して反転する。主要パラメーターは以下の通りである。
- 走査速度(v_scan):有効走査領域での一定速度
- 加速度(a):ステージがv_scanに到達するまでの速さを決定
- 加速距離(d_acc):加速中に消費される走行距離、d_acc = v_scan² / (2a)
- 走査長(L_scan):有効な等速領域
- 折り返し距離(d_turn):減速、反転、再加速に必要な走査ウィンドウ外の全走行距離。対称台形では各端でd_turn = 2 × d_acc
計算例: 走査速度200 mm/s、加速度2000 mm/s²(約0.2 g)の場合、加速距離は200² / (2 × 2000) = 10 mmである。走査ウィンドウが100 mmであれば、ステージの全走行距離は少なくとも100 + 2 × 10 = 120 mm必要となる。つまり走行距離の83%が走査に有効であり、17%がオーバーヘッドである。
走査速度を同じ加速度で500 mm/sに上げると、加速距離は500² / 4000 = 62.5 mmとなり、全走行距離は225 mm(有効率わずか44%)が必要になる。走査速度の高速化には、より高い加速能力、より長い全走行距離、あるいは有効走査比率の低下が伴う。
S字プロファイル
台形プロファイルでは、加速と等速区間の遷移点で加速度が瞬間的に変化する(無限ジャーク)。このジャーク過渡がステージとペイロードの機械共振を励起し、振動を引き起こす。その結果、等速区間の開始時に速度が真に一定でない整定期間が発生する。
S字(ジャーク制限)プロファイルは、急激な加速遷移を滑らかな曲線(通常は3次多項式または正弦波ブレンド)に置き換える。ジャーク(加速度の変化率)が最大値に制限され、加速度がゼロからピーク値へ、そして再びゼロへと滑らかに変化する。これにより構造共振の高周波励起が排除され、速度はオーバーシュートやリンギングが少ない状態で一定値に到達する。
トレードオフとして、S字プロファイルは同じピーク加速度および速度において、台形プロファイルよりも加減速区間で多くの走行距離を必要とする。正弦波ジャークプロファイルの場合、加速距離は定加速台形と比較して約30%〜50%増加する。
双方向走査
多くのアプリケーションでは双方向走査を採用している。ステージが一方向に走査し、反転して逆方向に走査することで、同じまたは隣接する領域をカバーする。これにより、片方向走査(復路が無駄になる)と比較してスループットが2倍になる。
双方向走査には追加の課題がある。
- 反転整定:減速、反転、再加速の後、走査ウィンドウの開始前に十分な均一性で走査速度に到達する必要がある。折り返し時間と距離を慎重に見積もる必要がある。
- 方向依存誤差:摩擦、ベアリング予圧、コントローラーダイナミクスが2つの走査方向間で異なる場合があり、方向依存の速度オフセットを引き起こす。コントローラーはこれらの非対称性を補償する必要がある。
- データスティッチング:両走査方向でデータを取得する場合、往路と復路のデータを正確に位置合わせする必要がある。方向間の系統的な速度差はスティッチング誤差を引き起こす。
トリガーベース走査
ステージの等速維持に依存する代わりに、エンコーダートリガー方式のデータ取得を使用するシステムもある。ステージのエンコーダーが固定位置間隔(例:1 µmごと)でトリガーパルスを生成し、カメラまたはセンサーが各トリガーでデータを取得する。この方式ではデータ取得が時間ではなく位置に同期するため、速度変動を本質的に補償する。ステージ速度が変動しても、各データポイントは同じ位置増分に対応する。
ただし、トリガーベース取得が速度変動のすべての影響を排除するわけではない。センサーの積分時間が固定されている場合(例:固定露光時間のCCDカメラ)、速度が低下すると露光中のステージ移動量が減少し、各ピクセルの空間平均が実質的に変化する。線量感度が高いプロセス(レーザー書込み、コーティング)では、トリガー方式に関係なく、単位長さあたりの滞留時間は速度とともに変化する。
均一走査速度を必要とするアプリケーション
光学検査
固定ラインレートで動作するラインスキャンカメラは、幾何学的に正確な画像を生成するために等速のステージ速度を必要とする。半導体ウエハ検査に一般的に使用されるTDI(時間遅延積分)カメラは特に敏感である。TDI動作は、画像がセンサー上をステージ速度に合わせた速度で移動する際に、複数のピクセル行からの信号を積分する。ステージ速度が設計速度から逸脱すると、TDI積分が劣化し、画像のぼけが生じる。TDIカメラの速度整合要件は通常±0.1%〜±0.5%である。
レーザー加工
レーザースクライビング、切断、アニーリングなどのプロセスでは、ビームがワークピース上の経路をたどる際にエネルギーを照射する。単位長さあたりのエネルギーはP/v(Pはレーザー出力、vは走査速度)である。均一な加工にはvが一定であることが必要である。例えばディスプレイ製造におけるレーザーリフトオフプロセスでは、パネル全体にわたる均一な剥離を達成するために±1%以下の速度均一性が求められる。
コーティングとディスペンシング
移動基板上でのスロットダイコーティングやインクジェットディスペンシングでは、コーティングヘッドと基板間の一定の相対速度が必要である。速度変動は膜厚変動(スロットダイの場合)やドロップ間隔変動(インクジェットの場合)を引き起こす。プリンテッドエレクトロニクスでは導電トレースの抵抗が膜厚均一性に依存するため、速度リップルがデバイス性能に直接影響する。
表面プロファイリング
接触式および非接触式表面プロファイラー(触針式プロファイロメーター、白色干渉計)は、表面を走査しながら高さを測定する。走査速度が変動すると空間サンプリングレートが変化し、測定帯域幅と表面マップの忠実度に影響する。トレーサブルな表面粗さ測定(ISO 4287準拠)では、走査速度は機器仕様内で一定である必要があり、通常±2%〜±5%である。
速度均一性の定量化
速度均一性にはいくつかの指定方法があり、指標の選択は重要である。
ピーク速度誤差
最も単純な指標で、指令速度からの最大瞬間速度偏差をパーセントで表す。例:v_scanの±0.5%。これはワーストケース仕様である。
RMS速度誤差
走査ウィンドウ全体での速度偏差の二乗平均平方根である。すべての偏差を均等に重み付けし、散発的な過渡スパイクの影響を受けにくい。適切に制御されたステージでは、RMS速度誤差は通常、ピーク速度誤差の3分の1から10分の1である。
速度誤差スペクトル
速度誤差の周波数成分が重要である。25 kHz(エンコーダー補間由来)での±0.5%速度リップルは、10 Hz(低周波摩擦変動由来)での±0.5%リップルとは全く異なるプロセスへの影響を持つ。プロセス自体がローパス特性を持つアプリケーション(例:レーザー加工時の熱拡散)もあり、高周波リップルに対して鈍感である。速度均一性を速度誤差のパワースペクトル密度(PSD)として指定することで、ステージの速度特性がプロセス帯域幅と適合するかどうかを評価できる。
測定方法
速度均一性の直接測定は、位置精度の測定よりも困難である。
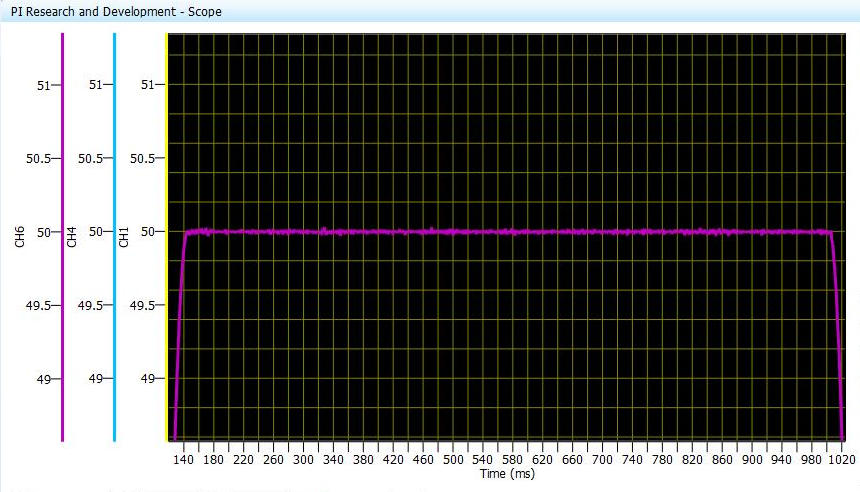
Image: 等速走査ウィンドウにおけるステージ速度のオシロスコープキャプチャ。全走査期間にわたって0.1%以下の速度リップルを示している。Source: Physik Instrumente (PI)
一般的に2つの手法が用いられる。
-
エンコーダー信号の微分:高サンプルレート(例:100 kHz)でエンコーダー位置を記録し、数値微分によって速度を算出する。この方法はサンプリングレートのナイキスト限界までの周波数の速度誤差を捉えるが、エンコーダー自体のノイズと補間誤差によって制限される。
-
レーザードップラー振動計(LDV):1 MHzを超える帯域幅と0.01 mm/s以下の分解能を持つ非接触速度測定である。LDVはステージのエンコーダーから独立した真値速度測定を提供するため、速度仕様の検証に最適な方法である。
走査性能のためのコントローラーチューニング
所定のステージから最良の走査速度均一性を引き出すには、ポイントツーポイント位置決めとは異なる慎重なコントローラーチューニングが必要である。
走査用の位置ループチューニング
ポイントツーポイント位置決めでは、コントローラーは通常、オーバーシュートを最小限にした高速整定に合わせてチューニングされる。高い比例ゲイン、中程度の微分ゲイン、低い積分ゲインである。走査では優先事項が異なる。
- 等速時の低追従誤差:十分な速度フィードフォワードと、定常状態誤差を排除するための適切な積分ゲインが必要。
- 走査ウィンドウ開始時の過渡応答の最小化:滑らかな軌道生成(S字プロファイル)と、ステージの実際の摩擦および慣性に合致した適切なフィードフォワードが必要。
- 速度帯域における高い擾乱抑制:高いサーボ帯域幅が必要であり、そのためには高いコントローラーゲインが求められる。ただし、ゲインが高すぎるとエンコーダーノイズが増幅されたり、構造共振が励起されたりする。
ノッチフィルターと共振管理
多くのピエゾステージは、ステージサイズとペイロードに応じて200 Hz〜2 kHzの範囲に構造共振を持つ。これらの共振がサーボ帯域幅を制限する。共振周波数でのループゲインが1を超える点までコントローラーゲインを上げると、システムが不安定になる。ノッチフィルター(共振周波数でのバンドリジェクトフィルター)を適用することで、共振を励起することなくコントローラーゲインを上げることが可能になり、実効サーボ帯域幅が拡大して速度均一性が向上する。
共振周波数の特定には周波数応答測定(スイープサイン法またはノイズ注入によるFFT解析)が必要である。ノッチフィルターのパラメーター(中心周波数、帯域幅、深さ)は測定された共振に合わせて調整する必要がある。ペイロードによって共振周波数がシフトするため(実際にシフトする)、ペイロード変更後はノッチフィルターの再調整が必要である。
反復学習制御
反復走査パターン(同じ走査プロファイルを数百回〜数千回繰り返す場合)では、反復学習制御(ILC)によって速度均一性を劇的に改善できる。ILCは1回の走査パスの速度誤差を記録し、次のパスでの駆動信号の事前補正に使用する。数回の反復で、再現性のある速度誤差の成分(摩擦特性、ケーブルドラッグプロファイル、エンコーダーアーティファクト)が学習・補償される。
ILCにより、再現性のある速度誤差を10〜100倍低減でき、高反復走査で±0.01%以下の速度均一性を達成できる。制約として、ILCは再現性のある誤差のみを補償し、ランダムな擾乱(振動、気流)は補正されない。
実用例:走査プロファイルの設計
アプリケーション: 300 mm半導体ウエハのTDIラインスキャン検査
要件:
- 走査速度:250 mm/s
- 速度均一性:±0.2%(TDIカメラの要求)
- 有効走査長:300 mm
- 最大ステージ走行距離:400 mm
プロファイル設計:
利用可能なオーバーヘッド走行距離:400 − 300 = 100 mm、両端で50 mmずつ。
ピーク加速度5000 mm/s²(0.5 g)、ジャーク制限200,000 mm/s³のS字プロファイルを使用。
- ジャークフェーズの時間:t_j = a_max / j_max = 5000 / 200000 = 0.025 s
- ジャークフェーズの距離:d_j = (1/6) × j_max × t_j³ = (1/6) × 200000 × 0.025³ = 0.52 mm
- 定加速フェーズ:残りの獲得速度 = 250 − (a_max × t_j) = 250 − 125 = 125 mm/s。時間:t_a = 125 / 5000 = 0.025 s。距離:d_a = 125 × 0.025 + 0.5 × 5000 × 0.025² = 3.125 + 1.5625 = 4.69 mm
- 第2ジャークフェーズ:第1と同じ、d_j = 0.52 mm
- 総加速距離:2 × 0.52 + 4.69 = 5.73 mm
これは各端50 mmのオーバーヘッド内に余裕を持って収まり、加速フェーズ完了後に走査ウィンドウが始まるまで44.27 mmの整定マージンが残る。
速度整定解析:
S字加速後の主要な速度変動は、ジャーク制限遷移からの残留成分であり、exp(−t/τ)として減衰する。ここでτは速度ループ帯域幅の逆数である。速度ループ帯域幅1 kHz(τ = 0.16 ms)の場合、±0.2%への整定には約6τ = 1 msを要し、250 mm/sでは0.25 mmの走行距離に相当する。44 mmのマージンは十分すぎるほどである。
等速走査時の速度誤差バジェット:
| 誤差要因 | 寄与 | 備考 |
|---|---|---|
| 摩擦変動(±10%、フィードフォワードで補償) | ±0.08% | 摩擦帯域幅で50倍の擾乱抑制を想定 |
| エンコーダーSDE(4 µmピッチ、±15 nm) | ±0.07% | 250 mm/sでSDE周波数は62.5 kHz。機械系で減衰 |
| ケーブルドラッグ変動 | ±0.03% | 低剛性ケーブルキャリア |
| 床振動(典型的なクリーンルーム、10 µm/s RMS) | ±0.04% | パッシブ除振を想定 |
| コントローラー量子化と遅延 | ±0.02% | 20 kHzサーボレート、16ビットDAC |
| RSS合計 | ±0.11% |
±0.11%のRSS合計は、±0.2%の要件に対して十分なマージンを提供する。
まとめ
ピーク走査速度はマーケティング上の数値にすぎない。プロセス品質を決定するのは、走査ウィンドウ内での速度均一性である。均一な速度を実現するための主要な手段は、コントローラー帯域幅、速度フィードフォワード、ジャーク制限軌道プロファイル、そして慎重な機械設計(低摩擦変動、適切なケーブルマネジメント)である。走査アプリケーション用のステージを評価する際は、走査ウィンドウにおける速度誤差仕様を測定方法と条件とともに要求すべきである。ベンダーがこのデータを提供できない場合、そのこと自体が一つの情報である。