基礎原理
超音波ピエゾモータの寿命と摩耗メカニズム
摩擦界面の劣化、セラミック疲労、デューティサイクルの影響、および実用的な寿命予測
超音波ピエゾモータを初めて評価するエンジニアが最もよく投げかける質問は、「どのくらい持つのか」というものです。その答えは、何が摩耗するか、どの程度の速さで摩耗するか、そしてどのような条件下で摩耗するかに依存します。電磁モータが巻線絶縁の破壊、ベアリングの焼付き、ブラシの摩耗で故障するのとは異なり、超音波ピエゾモータには1つの支配的な摩耗メカニズムがあります。ステータ先端と駆動面との間の摩擦界面における摩耗です。本記事では、このメカニズムを詳細に検討し、副次的な故障モードについても解説した上で、モータ寿命の予測と延長のための実践的なフレームワークを提供します。
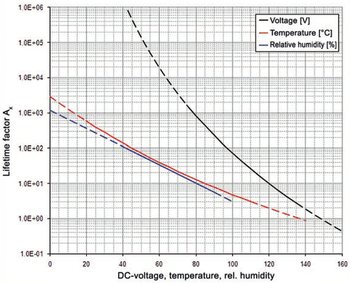
Image: Physik Instrumente (PI)
摩擦界面:寿命を決定する場所
超音波ピエゾモータは、摩擦接触を介してステータの振動をリニアまたはロータリーの運動に変換します。ステータの先端(またはコンタクトパッド)は、モータサイズに応じて通常0.5から10 Nの制御された予圧で、ランナー(リニア型)またはロータ(ロータリー型)に押し付けられます。先端での超音波振動がステータの共振周波数で駆動される楕円運動を生成し、ランナー表面上を「歩行」します。
この接触は従来の意味での滑りではありません。先端は各振動サイクル中に短時間だけランナー表面と接触し(40 kHzでは1サイクルあたり25 µs)、接線方向の力を加えた後に離れます。しかし、接触は完全にクリーンではありません。界面縁部でのマイクロスリップが発生し、アスペリティが衝突し、原子レベルおよび粒子レベルで材料が除去されます。数十億回の接触サイクルを経て、この摩耗が蓄積されます。
界面の材料
摩擦先端にはほぼ例外なく硬質セラミックが使用されます。アルミナ(Al₂O₃)、ジルコニア(ZrO₂)、窒化ケイ素(Si₃N₄)、またはまれに複合材料です。ランナー表面はより多様です。
- アルミニウムまたは鋼製バー上のアルミナストリップまたはコーティング(リニアモータで一般的)
- 硬質陽極酸化アルミニウム(6061または7075アルミニウム上の25から50 µm厚のAl₂O₃層)
- 鋼上のニッケルボライドまたはクロムめっき
- 窒化ケイ素または炭化ケイ素のセラミックストリップ
- 金属基板上の**ダイヤモンドライクカーボン(DLC)**コーティング
材料の組み合わせの選択が、摩耗率、摩擦係数、および摩耗デブリの性質を決定します。すべての組み合わせが同等ではありません。アルミナ対アルミナは十分に特性が把握されており信頼性が高いですが、比較的高い摩耗を示します。アルミナ対DLCは3から10倍の摩耗低減を実現しますが、コストが高くなります。窒化ケイ素の組み合わせは良好な耐摩耗性と化学的安定性を提供します。
ミクロスケールでの摩耗メカニズム
摩擦界面では3つの摩耗メカニズムが同時に作用しています。
-
凝着摩耗。 接触点において、先端とランナーのアスペリティ間に瞬間的な接合が生じます。先端が分離する際に、一方の表面から他方へ材料が移行します。このメカニズムは表面が清浄かつ平滑な場合に支配的です。
-
アブレシブ摩耗。 硬質粒子(界面材料自体から生じたもの、または外部からの汚染)がより軟らかい表面に溝を刻みます。遊離した摩耗デブリが界面で再循環し、研磨媒体として作用します。このメカニズムはデブリの蓄積とともに時間の経過で加速し、自己強化的な劣化サイクルを形成します。
-
トリボケミカル(腐食)摩耗。 高湿度環境では、接触部の水分子が化学反応を促進し、より軟らかい表面層(例:アルミナ上の水酸化アルミニウム)を形成します。これらの層は機械的に除去されます。このメカニズムは相対湿度40%以上のアルミナにおいて顕著であり、乾燥条件と比較して摩耗率を2から5倍に増加させる可能性があります。
ピエゾモータに適用されるArchardの摩耗方程式
摩耗体積はArchardの方程式を用いて推定できます。
V = k × F × d
ここで、Vは摩耗体積、kは比摩耗量(mm³/N·m)、Fは法線荷重(N)、dは滑り距離(m)です。
超音波モータで使用される材料の公表された比摩耗量は以下の通りです。
| 材料の組み合わせ | 比摩耗量 k(mm³/N·m) | 条件 |
|---|---|---|
| Al₂O₃対Al₂O₃ | 1 × 10⁻⁷から5 × 10⁻⁷ | 乾燥、25 °C、40 kHz |
| Al₂O₃対硬質陽極酸化Al | 5 × 10⁻⁷から2 × 10⁻⁶ | 乾燥、25 °C |
| Si₃N₄対Si₃N₄ | 5 × 10⁻⁸から2 × 10⁻⁷ | 乾燥、25 °C |
| Al₂O₃対DLCコーティング鋼 | 1 × 10⁻⁸から5 × 10⁻⁸ | 乾燥、25 °C |
| ZrO₂対Al₂O₃ | 2 × 10⁻⁷から8 × 10⁻⁷ | 乾燥、25 °C |
ピエゾモータにおける「滑り距離」とは、先端がランナー表面に対して移動した累積距離です。10 mm/sで走行するモータの場合、滑り距離はデューティサイクル100%で1時間あたり36 m、1日あたり864 mの速度で蓄積されます。
計算例:摩擦先端の摩耗寿命
モータパラメータ:
- 先端材料:アルミナ
- ランナー:アルミナストリップ
- 予圧:2 N
- 平均滑り速度:20 mm/s
- デューティサイクル:10%
- 比摩耗量:3 × 10⁻⁷ mm³/N·m
先端形状: 初期半径1.0 mmの半球。先端が接触直径約1.1 mmまで摩耗平坦化した時点でモータが故障に至ります。これは約0.07 mm³の球冠体積に相当します。
1日あたりの有効滑り距離: 20 mm/s × 0.10(デューティサイクル) × 86,400 s/日 = 172.8 m/日
1日あたりの摩耗体積: 3 × 10⁻⁷ mm³/N·m × 2 N × 172.8 m = 1.04 × 10⁻⁴ mm³/日
故障までの寿命: 0.07 mm³ / 1.04 × 10⁻⁴ mm³/日 = 673日 ≈ 1.8年
故障時の総滑り距離: 673 × 172.8 = 116,300 m ≈ 116 km
この計算が示すのは、デューティサイクルが最も支配的な変数であるということです。デューティサイクル1%の場合(典型的な間欠位置決めアプリケーション)、同じモータは18年持続します。デューティサイクル50%の場合(連続走査)、寿命は4ヶ月です。
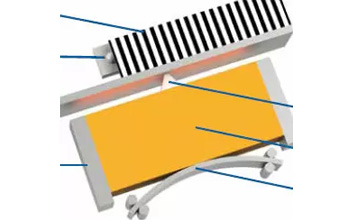
Image: Physik Instrumente (PI)
PZTステータにおけるセラミック疲労
ステータ内のPZT素子は、共振周波数で周期的な機械応力を受けます。40 kHzの場合、PZTは連続運転1日あたり3.5 × 10⁹回の応力サイクルを蓄積します。セラミック疲労はPZTにおいて実在する現象ですが、金属疲労とは本質的に異なります。
機械的疲労
PZTは脆性材料であり、塑性変形を起こしません。PZTの疲労は、既存の欠陥(気孔、粒界、表面欠陥)からの亜臨界き裂進展を通じて進行します。関連するパラメータは応力拡大係数範囲(ΔK)と破壊靱性(K_IC)の比です。PZT-8の場合:
- K_IC ≈ 1.0から1.5 MPa·√m
- モータ動作中の最大応力振幅:5から30 MPa(駆動電圧と共振振幅に依存)
- 典型的な欠陥サイズ(10から50 µm)に対応するΔK:0.05から0.3 MPa·√m
ΔKはK_ICを大きく下回るため、機械的疲労き裂の進展は極めて遅いです。PZTの公表された疲労データは、30 MPa以下の応力振幅で10¹⁰サイクルを超える疲労限度を示しています。これは、適切に設計された超音波モータにおいて、機械的疲労が実質的な寿命制限要因にはならないことを意味します。摩擦界面が常に先に摩耗します。
電気的疲労(ドメイン劣化)
より潜行的な疲労メカニズムはドメインレベルで発生します。繰り返しAC駆動によって、ドメイン壁の固着と圧電応答の脱エージングが徐々に進行します。その兆候は以下の通りです。
- 圧電定数d₃₃の緩やかな低下(高駆動レベルで時間の10年あたり0.5から2%)。
- 電気インピーダンススペクトルの漸進的なシフト。
- 誘電損失(tan δ)の増加。これによって自己発熱が増加し、ドメイン劣化が加速されます。
この劣化は時間の対数に比例するため、変化の大部分は初期に発生し、その後は緩やかになります。定格電圧範囲内で駆動されるハードPZT組成では、連続運転10年間の総劣化は通常5から10%です。これによりモータ力と速度が同程度低下しますが、通常はシステムの動作マージン内に収まります。
PZTを定格電界強度(ハード組成で通常500から1000 V/mm)を超えて駆動すると、電気的疲労が劇的に加速します。モータメーカーが最大駆動電圧を慎重に規定する理由の一つです。
接着ボンドの疲労
PZTと金属ステータ本体間のエポキシまたははんだ接合は、毎振動サイクルでせん断応力を受けます。エポキシ接合は有限の疲労寿命を持ち、典型的な構造用エポキシは中程度の応力振幅で10⁷から10⁹サイクルで破壊します。40 kHzのモータは約7時間で10⁹サイクルを蓄積するため、接着ボンドの疲労は正当な懸念事項です。
緩和策は以下の通りです。
- 接合層の厚さを最小化する。 薄い接合(25 µm未満)は厚い接合よりも剛性が高く、耐疲労性に優れます。
- 高疲労寿命の接着剤を使用する。 特定のエポキシ(例:Hysol EA 9394、Araldite AV138)は耐疲労性に優れた配合です。
- はんだ接合。 高信頼性アプリケーションでは、PZT上の適合するメタライゼーションを用いたスズ系はんだによるはんだ接合が、通常条件下で実質的に無限の疲労寿命を持つ金属結合を提供します。デメリットは、プロセス温度が高く、管理を誤ると部分的な脱分極を引き起こすことです。
- アクティブソルダー(例:S-Bond)。 反応性元素(チタン、ジルコニウム)を含むこれらのはんだは、メタライゼーションなしでセラミックに直接接合でき、プロセスを簡素化します。
デューティサイクルが寿命に与える影響
デューティサイクルとは、モータが能動的に動作している(ステータが振動し、先端がランナーと滑り接触している)時間の割合です。モータ寿命を予測する上で最も重要な単一パラメータである理由は以下の通りです。
- 摩擦摩耗は累積滑り距離に直接比例し、これはデューティサイクルに比例してスケールします。
- PZTの疲労サイクルはデューティサイクルに比例して蓄積されます。
- 自己発熱はデューティサイクルに比例し、温度上昇はすべての劣化メカニズムを加速させます。
デューティサイクルのカテゴリと典型的な寿命予測
| アプリケーション種別 | 典型的なデューティサイクル | 予想寿命 |
|---|---|---|
| 間欠位置決め(ピックアンドプレース、バルブ駆動) | 0.1から1% | 10から20年以上 |
| 定期的調整(光学アライメント、アンテナ指向) | 1から5% | 5から15年 |
| 頻繁な走査(検査、計測) | 5から20% | 2から10年 |
| 連続走査(印刷、加工) | 20から50% | 6ヶ月から3年 |
| 連続回転(コンベア、ホイール駆動) | 50から100% | 3から12ヶ月 |
これらはアルミナ摩擦界面を持つ適切に設計されたモータの概算値です。実際の寿命は予圧、速度、環境、材料に依存します。
セルフロッキングの優位性
超音波ピエゾモータの重要な特徴はパッシブセルフロッキングです。駆動信号が除去されると、摩擦界面がブレーキとして作用し、電力も発熱もなく位置を保持します。これにより、位置決めアプリケーションでは、モータは運動中の短い時間だけ稼働し、その後ロック状態を維持するだけで済みます。例えば、オートフォーカスレンズモータはフォーカスに200 ms、次のフォーカスイベントまで30 s保持するだけで、デューティサイクルは0.7%です。民生用カメラのピエゾモータが摩擦界面を持ちながらも製品の全寿命にわたって動作し続ける理由は、ここにあります。
加速寿命試験
10年以上のモータ寿命をリアルタイム試験で検証することは現実的ではありません。加速寿命試験(ALT)は、動作条件の厳しさを増すことで試験期間を短縮し、物理ベースモデルを用いて通常条件に外挿します。
一般的な加速手法
デューティサイクルの増加。 最も単純な加速方法です。アプリケーションの5%ではなく100%のデューティサイクルでモータを運転し、20年の寿命を1年の試験に圧縮します。前提は、単位滑り距離あたりの摩耗率が一定であること。これは摩擦摩耗にはおおむね当てはまりますが、高温での接着ボンド疲労を過小評価する可能性があります。
予圧の増加。 予圧を2倍にすると、Archardの方程式に従って摩耗率もほぼ2倍になります。予圧による2倍の加速係数にデューティサイクルによる20倍を組み合わせると合計40倍となり、20年の寿命を6ヶ月に圧縮できます。
温度上昇。 25 °Cの代わりに80 °Cで運転すると、接着剤の劣化とPZTのエージングが加速されます。アレニウスの加速係数は、接着ボンド劣化に対して30 °Cの温度上昇あたり通常2から4倍です。
駆動電圧の増加。 定格の120%で駆動すると、振動振幅、接触力、PZT応力が同時に増加します。複数の故障モードを同時に加速しますが、通常条件では存在しない故障モードを発生させる可能性があり、外挿の信頼性が低下します。
試験プロトコル
超音波ピエゾモータの堅牢なALTプロトコルには以下が含まれます。
- ベースライン特性評価。 試験開始時にモータ力、速度、無負荷速度、共振周波数、インピーダンスを測定します。
- 定期的な性能確認。 100から1000時間ごとに試験を中断し、ベースラインパラメータを再測定します。累積滑り距離に対する力と速度のプロットにより劣化の軌跡が明らかになります。
- 故障基準。 故障を特定の性能閾値として定義します。例えば、力が初期値の70%以下に低下、または速度が初期値の50%以下に低下した時点です。
- 故障後解析。 故障後、光学および電子顕微鏡で摩擦界面を観察します。先端の摩耗寸法を測定します。摩耗デブリの組成と粒度分布を分析します。PZTの分極レベルとボンドの健全性を確認します。
- 統計的処理。 ユニット間のばらつきを把握するため、少なくとも5から10台を試験します。寿命データをWeibull分布にフィットさせ、B10およびB50寿命を推定します。
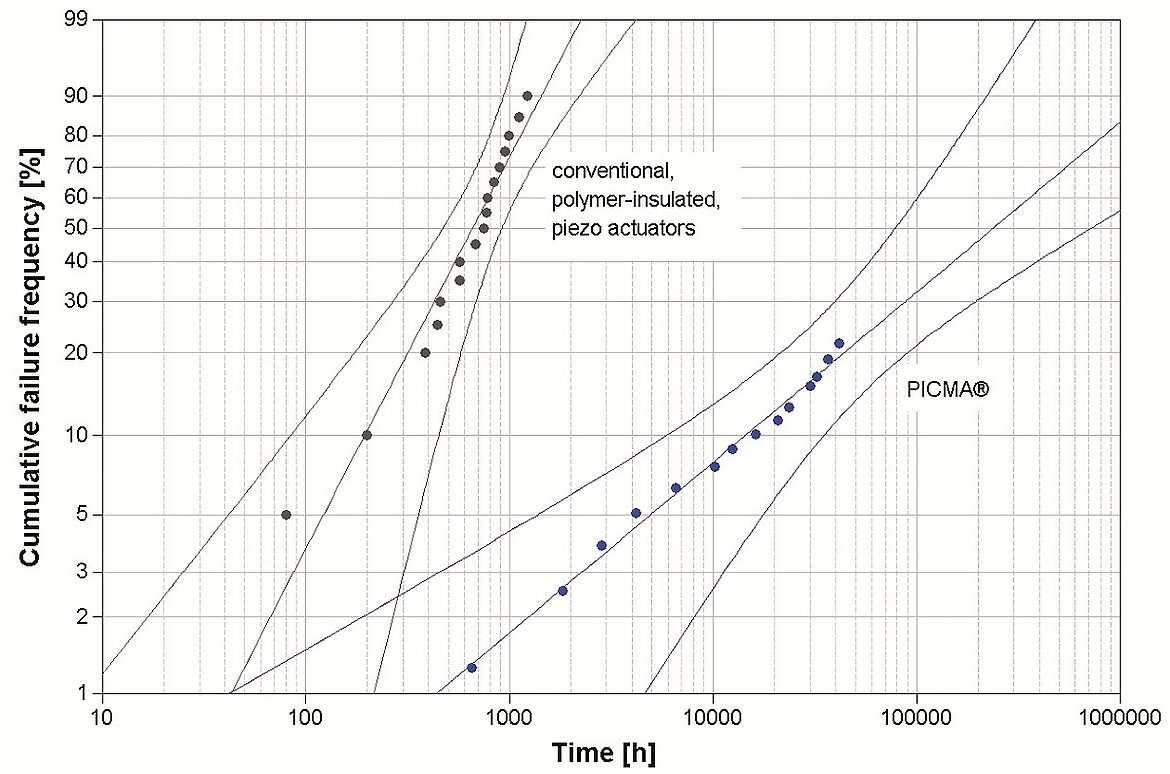
Image: 加速寿命試験によるWeibull寿命解析。従来のポリマー絶縁圧電アクチュエータは約1,000時間以内に50%の累積故障率に達するのに対し、PICMAセラミック絶縁アクチュエータは同一ストレス条件下で10,000時間経過後にようやく故障が始まる。Weibullプロット形式はALTデータからB10およびB50寿命推定値を抽出するための標準ツールである。Source: Physik Instrumente (PI)
ALT結果の解釈
アルミナ対アルミナの超音波リニアモータに対する典型的なALT結果は以下のようになります。
- 10台を100%デューティサイクル、2 N予圧、20 mm/s速度、25 °Cで試験
- 70%力維持までの中央値滑り距離:85 km
- B10寿命(故障確率10%):52 km
- Weibull形状パラメータβ:2.8(摩耗故障モードを示す)
5%デューティサイクル、平均速度10 mm/sのアプリケーションの場合:
- 年間滑り距離:10 mm/s × 0.05 × 3.15 × 10⁷ s/年 = 15,750 m/年 = 15.75 km/年
- 中央値寿命:85 / 15.75 = 5.4年
- B10寿命:52 / 15.75 = 3.3年
アプリケーションが10年のB10寿命を要求する場合、設計変更が必要です。予圧の低減、より優れた材料(DLCコーティング)の採用、またはデューティサイクルのさらなる低減が考えられます。
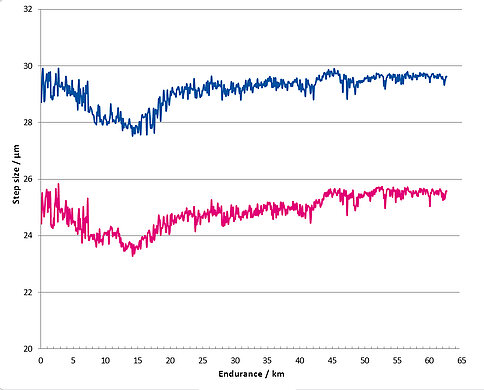
Image: PICMAWalkピエゾリニアモータの耐久試験データ。2台のユニットのステップサイズ(µm)が65 kmの累積走行にわたって安定しており、一貫した摩擦界面性能を実証している。Source: Physik Instrumente (PI)
摩耗デブリと汚染
粒子特性
超音波モータの摩擦界面からの摩耗デブリは、主にサブマイクロメートルからマイクロメートルスケールの界面材料の粒子で構成されます。アルミナ対アルミナの場合:
- メディアン粒径:0.2から2 µm
- 粒度分布:対数正規分布、10 µmまでの裾を持つ
- 組成:α-Al₂O₃(元の結晶相)、トリボケミカル反応による非晶質アルミナを含む場合あり
- 形態:不規則な角張った破片(機械的摩耗由来)およびプレートレット(トリボケミカル摩耗由来)
汚染への影響
クリーンルームおよび真空環境では、摩耗デブリが汚染源となります。発生量はArchardの方程式から推定できます。比摩耗量が3 × 10⁻⁷ mm³/N·m、予圧が2 Nの場合、滑り距離1メートルあたり6 × 10⁻⁷ mm³のデブリが生成されます(1キロメートルあたり6 × 10⁻⁴ mm³)。粒子密度3.9 g/cm³(アルミナ)、平均粒径1 µmと仮定すると、単一球状粒子の体積は約5.2 × 10⁻¹⁰ mm³であり、走行1キロメートルあたり約10⁶個の粒子が発生します。
実際には、ほとんどの粒子は摩擦界面または隣接する溝に捕捉されたまま残ります。粒子捕捉戦略(真空およびクリーンルームに関する記事で解説)により、発生デブリの90から99%を封じ込め、放出粒子数を1キロメートルあたり10⁴個以下に低減できます。
摩耗デブリのフィードバックループ
摩擦界面に蓄積された摩耗デブリは接触条件を変化させます。遊離粒子は以下の影響をもたらします。
- 実効的な表面粗さの増加により、摩擦と摩耗率がさらに上昇する可能性がある。
- より軟らかい表面に埋め込まれて硬質アスペリティとなり、対向面を切削する場合がある。
- 深刻な場合、先端とランナーを分離させ、接触剛性とモータ力を低下させる。
摩擦界面の定期的な清掃(アクセス可能な場合)によって、この劣化メカニズムをリセットできます。一部のモータ設計では、アクティブな接触ゾーンからデブリを排出するランナーの溝などのセルフクリーニング機構を組み込んでいます。
副次的故障モード
摩擦界面の摩耗が支配的ですが、特定の状況下では他の故障モードがモータ寿命を制限する可能性があります。
リード線の疲労
駆動電子回路からPZT電極に接続される細い配線は、モータの共振周波数で振動を受けます。配線に適切なストレインリリーフがなければ、数ヶ月以内に疲労破壊が発生する可能性があります。これは固有の制限というよりも設計・組立品質の問題であり、適切なストレインリリーフと柔軟な配線材料(リッツ線、ベリリウム銅リボンなど)を使用すれば効果的に排除できます。
予圧ばねの弛緩
予圧機構(通常は板ばねまたはコイルばね)は、ステータ先端とランナー間の一定接触力を維持します。ばね材料が経時的に応力弛緩すると(特に高温環境下で)、予圧が低下しモータ性能が劣化します。降伏応力の30%以下で使用されるステンレス鋼ばねは、室温では無期限に予圧を維持します。高温ではばねの弛緩が問題となるため、ベリリウム銅またはInconelばねが優れた高温安定性を提供します。
電気的故障
駆動電子回路の故障(コンデンサのエージング、はんだ接合の疲労、半導体の劣化)により、モータ自体が摩耗する前にシステムの有用寿命が終了する可能性があります。これはモータ寿命予測の範囲外ですが、注目に値します。多くの実装システムでは、モータの摩耗よりも電子回路の信頼性がシステムの平均故障間隔を制限しています。
ステータのき裂
製造欠陥(気孔、加工損傷、分極からの残留応力)はPZTまたはステータ本体にき裂発生の起点を作ります。き裂は周期荷重下でゆっくり成長し、最終的にステータの壊滅的な破壊を引き起こします。この故障モードは量産モータではまれ(故障率0.1%未満)ですが、初期故障の主要メカニズムです。インピーダンス試験と目視検査による品質管理で、欠陥のあるユニットのほとんどをスクリーニングできます。
モータ寿命を最大化するための実践ガイドライン
-
力の要件を満たす最小限の予圧を設定する。 予圧が1 N増えるごとに、比例して滑り寿命が消費されます。
-
システム設計を通じてデューティサイクルを最小化する。 モータのセルフロッキング特性を活用してください。素早く動かし、整定させ、ロックする。モータを通電したままのディザリングや連続位置保持は避けてください。
-
入手可能な最良の材料の組み合わせを選択する。 アプリケーションが高デューティサイクルでの長寿命を必要とする場合、DLCコーティングランナーまたは窒化ケイ素界面に投資してください。5から10倍の寿命改善は、ほとんどの場合においてコンポーネントコストの上昇を正当化します。
-
温度環境を管理する。 不必要な20 °Cの温度上昇は接着ボンドの寿命をおおよそ半減させ、PZTのエージングを加速します。放熱経路を設け、デューティサイクルを制限してステータ温度を制御してください。
-
健全性モニタリングを実施する。 モータの共振周波数、インピーダンス、力出力を経時的に追跡してください。漸進的な変化は摩耗の進行を示します。共振周波数やインピーダンスの突然の変化はき裂やボンド破壊を示唆する可能性があり、壊滅的な故障の前に交換を検討すべきです。
-
先端交換可能な設計にする。 高摩耗アプリケーションでは、ブレーキパッドの交換と同様に、摩擦先端を消耗部品として交換できるようにモータアセンブリを設計してください。これにより、定期的なメンテナンスを行えばシステム寿命を無期限に延長できます。
-
摩擦界面を汚染から保護する。 外部粒子(粉塵、金属切粉、プロセス残渣)が摩擦界面に入ると摩耗が劇的に加速します。界面を密閉するか、汚れた環境では保護ベローズを使用してください。
-
ALTで寿命予測を検証する。 計算のみに依存しないでください。Archardの方程式は初期推定を提供しますが、現実の要因(表面仕上げのばらつき、湿度、汚染、組立ばらつき)により、実際の寿命は予測値から2から5倍シフトする可能性があります。
アプリケーション領域別の寿命予測
実用的な参考として、一般的なアプリケーションにおける代表的な寿命予測を示します。
カメラオートフォーカスモータ: 200,000から500,000フォーカスサイクル。1サイクルあたり5 mmの移動距離、0.1 sの所要時間とすると、約1から2.5 kmの総滑り距離、6から14時間の累積モータ稼働時間に相当します。先端の摩耗によって制限されますが、常に製品の有用寿命より長持ちします。
半導体ウェーハ位置決めステージ: 5から10%のデューティサイクルで5から10年。モータは50から150 kmの滑り距離を蓄積します。この要件を満たすためにアルミナ対DLC界面が使用されます。5年間隔での先端交換が計画される場合があります。
光学ミラー調整(天文学、ビームライン): 1%未満のデューティサイクルで15から20年。総滑り距離は20 km未満。標準的なアルミナ界面で十分です。モータが計測器より長寿命となることが多いです。
産業用バルブアクチュエータ: 1,000万から5,000万回の開閉サイクル。1サイクルあたり10 mmとすると、100から500 kmの滑り距離に相当し、平均1サイクル/分で通常10から20年にわたって蓄積されます。堅牢な材料の組み合わせと定期的なメンテナンスが必要です。
ロボット関節駆動: 10から30%のデューティサイクルで1から5年。蓄積距離は50から500 km。最も過酷なアプリケーションの一つであり、DLCまたは窒化ケイ素界面が推奨されます。
まとめ
超音波ピエゾモータの寿命は摩擦界面の摩耗によって支配されます。これはArchardの方程式に従い、予圧と累積滑り距離に線形にスケールする予測可能なメカニズムです。典型的な間欠位置決めアプリケーション(デューティサイクル5%以下)では、標準材料でモータ寿命は10年を超えます。デューティサイクルが高い場合は、より優れた材料、温度管理、健全性モニタリングが必要です。セラミック疲労と接着ボンド疲労は、定格条件内で動作する適切に設計されたモータにおいては二次的な懸念事項です。デューティサイクルと予圧を主要な加速要因とする加速寿命試験により、3から12ヶ月の試験で信頼性のある寿命予測が得られます。ピエゾモータ設計における重要な工学的教訓として、予圧、デューティサイクル、材料、温度に関するすべての決定がサービス寿命に直接的かつ定量的な影響を持つということです。