基礎原理
多軸ピエゾステージの構成:積層、補間、コントローラーアーキテクチャ
XYおよびXYZステージの設計選択と、それを実現するコントローラーアーキテクチャ
単軸位置決めは基本構成要素だが、実際のアプリケーションのほとんどは2自由度以上の協調動作を必要とする。XYウエハステージ、XYZマイクロマニピュレーター、6軸アライメントプラットフォームのいずれも、単軸ステージを2台ボルト留めするだけでは解決できない固有の設計課題を抱えている。機械的アーキテクチャ、エンコーダー配置、コントローラー設計における選択が、多軸システムの理論性能を達成できるか、1桁劣る結果に終わるかを決定する。本稿では、圧電超音波ステージで使用される主要な多軸構成、それぞれのトレードオフ、およびその潜在能力を引き出すために必要なコントローラーアーキテクチャについて検討する。

Image: Physik Instrumente (PI)
XYステージ設計:基本構成
XYステージは最も一般的な多軸構成であり、半導体検査、生物学的顕微鏡観察、レーザー加工、精密組立などの分野で使用されている。大きく分けて2つの機械的アプローチが存在する。積層型ステージとプラナー(モノリシック)型ステージである。
積層型ステージ
最も単純なXY構成は、2つの単軸ステージを直交させて積層するものである。YステージがXステージの上に載る(またはその逆)構造で、上段のステージは下段のステージとともに移動し、下段のステージは上段のステージとペイロードの合計質量を支持する(重心オフセットの影響についてはペイロード搭載を参照)。
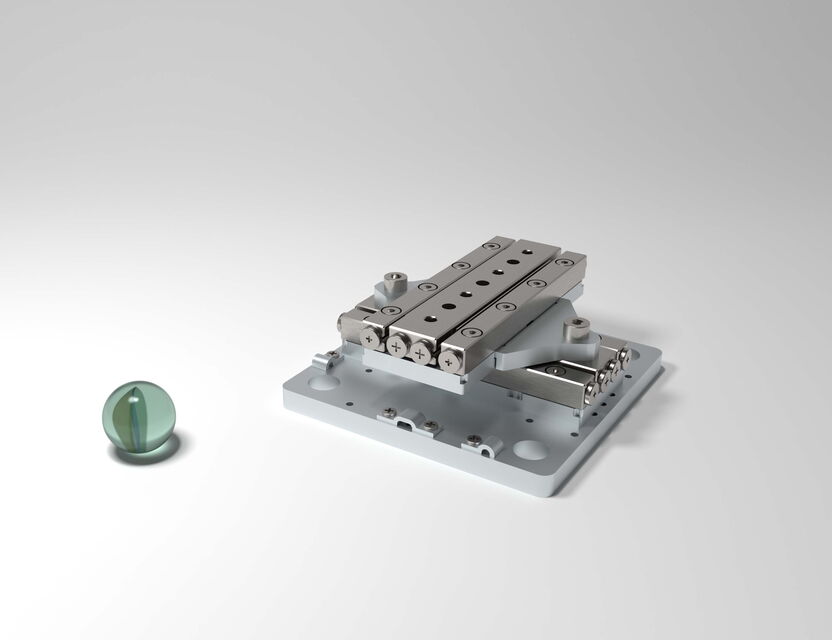
Image: SmarAct XY-SLC-2460 積層型2軸位置決めシステム。2つのリニアステージの直交積層構造が明確に確認できる。Source: SmarAct
利点:
- モジュール性:互換性のある任意の2つの単軸ステージを組み合わせ可能。X軸とY軸で異なる走行範囲、耐荷重、仕様を持たせることができる。
- シンプルさ:各ステージは独自のエンコーダー、ベアリング、駆動部を備えた自己完結型ユニットである。カスタム機械設計が不要。
- コスト:標準カタログステージの積層は、カスタムのモノリシックXYステージを設計するよりも低コストである。
欠点:
- 非対称なダイナミクス:下段の軸はより多くの質量(上段ステージ+ペイロード)を支持するため、共振周波数が低く、動的応答が遅くなる。上段の軸はペイロードのみを支持する。この非対称性により、2軸間で最大加速度、整定時間、サーボ帯域幅が異なる。走査用途では、低速の軸を走査間ステップ方向に、高速の軸を走査方向に割り当てるのが一般的である。
- 高さの増大(Zスタックアップ):XYアセンブリの全高は両ステージの高さとペイロードの合計である。これによりペイロードの重心が高くなり、下段ステージのベアリングに対するモーメントアームが増大して、加速力が位置決め精度に与える影響が増幅される。
- ケーブルマネジメントの複雑さ:上段ステージのケーブルを、位置依存のドラッグ力を生じさせることなく下段ステージの可動キャリッジを横切って配線する必要がある。
- アッベ誤差(後述):測定点(通常はペイロード表面)と各ステージ内部のエンコーダースケール間の垂直オフセットにより、位置依存の角度誤差が発生する。
モノリシック(プラナー)XYステージ
モノリシックXYステージは、両方の運動軸を単一の機械構造に統合する。可動キャリッジが2次元ベアリングシステムに支持されて共通平面上をXおよびY方向に並進する。主に2つのサブタイプがある。
クロスカップルリニアモーターステージ:共通のフレーム内に2組のリニアモーターが直交配置される。キャリッジは平面基準面(花崗岩またはセラミック)上のエアベアリングで支持される。X方向の運動は一方のモーターセット、Y方向の運動は他方のモーターセットが駆動する。可動要素はキャリッジのみであるため、軸間の非対称性がない。
H型ブリッジ(ガントリー)ステージ:大きな走行範囲(数百ミリメートル)では、2本の平行なリニア軸(Y1およびY2)がX軸を搭載するクロスビームを支持する。クロスビームがY方向に移動し、Xキャリッジがクロスビーム上をX方向に移動する。クロスビームが独立した要素であるため、厳密にはセミモノリシック設計である。
モノリシック設計の利点:
- 対称なダイナミクス:両方向で可動質量が同じため、両軸が同等の共振周波数と動的性能を持つ。
- 低プロファイル:単一平面設計によりZスタックアップが最小化され、ペイロードがベアリング面に近く保たれ、モーメント荷重が低減される。
- アッベ誤差の低減:エンコーダースケールを測定面またはその近傍に配置可能。
- 低い可動質量:一方の軸が他方の軸の自重を支える必要がない。
欠点:
- コストと複雑さ:モノリシックXYステージは、カスタム機械設計、2軸ベアリングシステムの精密加工、統合エンコーダー配置が必要。積層型ステージよりも大幅にコストが高い。
- 固定アスペクト比:XおよびYの走行範囲は設計時に決定され、容易に変更できない。
- エア供給要件:エアベアリングを備えたほとんどのモノリシックXYステージは、クリーンで乾燥した圧縮空気の供給が必要であり、インフラコストが追加される。
スタック型 vs. モノリシックXYステージ構造
| パラメータ | スタック型 | モノリシック/プレーナー |
|---|---|---|
| 設置面積 | 大型(ステージ2台分の幅) | コンパクト(単一プラットフォーム) |
| 可動質量 | 大きい(下軸が上軸を支持) | 小さい(単一キャリッジ) |
| クロストーク | 大きい(アッベ誤差、ケーブルドラッグ) | 最小(同一平面内運動) |
| コスト | 低い(カタログ品ステージ) | 高い(カスタム設計) |
| ストローク範囲 | 柔軟(自在に組合せ可能) | 設計時に固定 |
| 平面度 / 真直度 | ベアリング積み上げで制限 | 優秀(エアベアリング基準面) |
| 組立の複雑さ | 簡単(ボルト締結) | 複雑(一体組立) |
積層型とモノリシック型の選択
選択はアプリケーション要件に依存する。
| 判断基準 | 積層型が適切 | モノリシック型が適切 |
|---|---|---|
| 予算 | 限られている | 柔軟 |
| 軸の非対称性を許容できるか | はい | いいえ |
| 動的対称性が必要か | いいえ | はい |
| 走行距離 > 200 mm | いずれも可 | はい(走査用途) |
| 高さ制約 | なし | あり |
| ペイロード重心オフセット許容度 | 大 | 小 |
| 生産量 | 少量(カタログステージを使用) | 多量(カスタム設計を正当化) |
中程度の性能要件を持つほとんどの研究室およびR&D用途では、積層型ステージが最良のコストパフォーマンスを提供する。高スループットの量産ツール(半導体検査、ディスプレイ製造)では、モノリシック設計がより高いスループットと優れた精度によって投資を回収する。

Image: Physik Instrumente (PI)
ガントリー構成
ガントリーステージは、1軸または両軸の走行範囲が単一モーターステージで効率的にカバーできる範囲を超える場合、またはペイロードに下方からアクセスする必要がある場合(オーバーヘッドガントリーのピック&プレースシステムなど)に使用される特定の多軸トポロジーである。
H型ブリッジガントリー
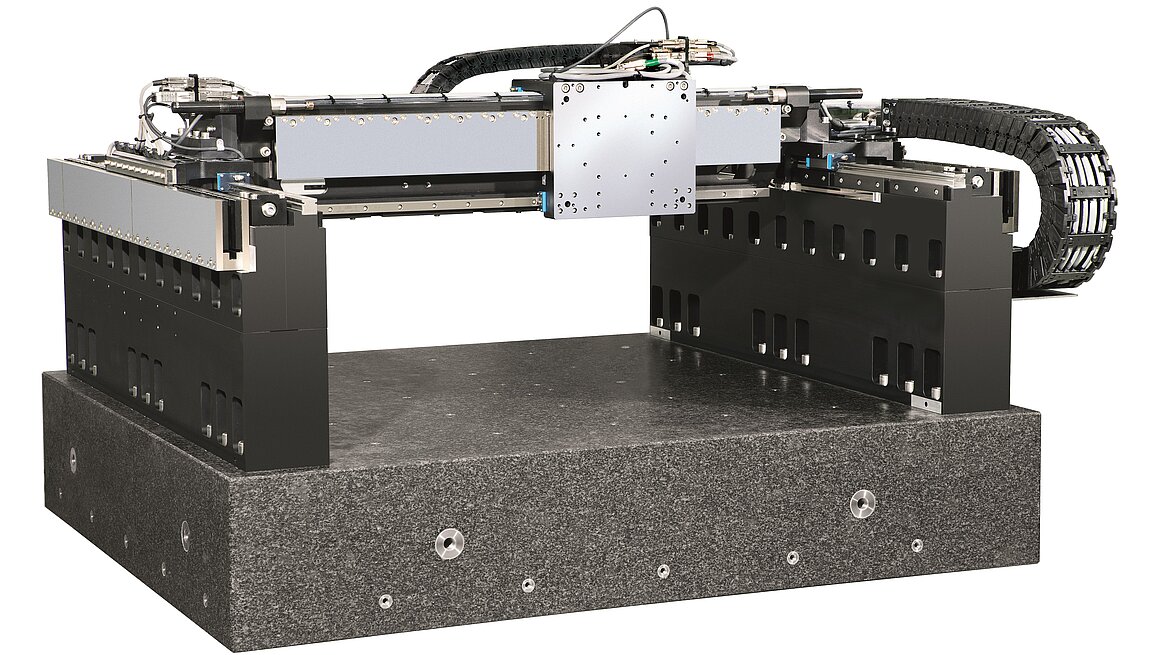
Image: デュアルY軸リニアモーターがX軸用クロスビームを支持するH型ブリッジガントリーステージ。振動減衰用の花崗岩ベースに搭載されている。Source: PI
最も一般的なガントリー構成は、X軸を搭載するクロスビームを支持する2本の平行なY軸レール(Y1およびY2)を持つ。Y1およびY2のキャリッジが同期して移動しクロスビームをY方向に並進させ、Xキャリッジがクロスビーム上をX方向に移動する。
主要な設計上の考慮事項:
-
ヨー制御:Y1とY2のキャリッジが完全に同期して移動しない場合、クロスビームがZ軸周りに回転する(ヨー)。このヨー誤差はペイロード位置でのX軸位置を直接損なう。アクティブヨー制御にはY1とY2の両方に独立した位置フィードバックと、両者を一致させる制御アルゴリズムが必要。典型的なヨー誤差のバジェットは1 µrad以下である。
-
クロスビームのたわみ:クロスビームは、その長さ上の任意の位置にXキャリッジとペイロードの荷重を受ける単純支持梁として機能する。クロスビームのたわみはX位置に依存して変化し、位置依存のZ誤差(サグ)を発生させる。500 mmのクロスビームに5 kgのペイロード、ビーム断面40 mm × 60 mmのアルミニウムの場合、最大中央スパンたわみは約2 µmである。Z方向の精度が重要な場合、これを校正または補償する必要がある。
-
動的結合:Xキャリッジを加速すると反力がクロスビームに伝達され、Y1およびY2キャリッジへの擾乱となる。X軸運動中のY位置誤差を防ぐため、Y軸に高いサーボ帯域幅が必要である。
T型ブリッジガントリー
より単純な変形として、クロスビームの一端を単一のY軸キャリッジで支持し、他端をパッシブリニアガイドで支持する構成がある。ヨー同期の問題は排除されるが、Yキャリッジに片持ち荷重が加わり、クロスビームのたわみが増大する。ヨー許容度が比較的緩い小型・軽量ペイロードに適している。
Image: Physik Instrumente (PI)
軸間の補間
多軸システムでは、個々の軸が協調して任意の経路(直線、円弧、螺旋、複雑な輪郭)に沿った運動を生成する必要がある。目標経路を各軸の同時コマンドに分解するプロセスが補間である。
直線補間
最も基本的な形態である。XY空間で点Aから点Bへ移動する際、コントローラーは両軸を同時にコマンドして、キャリッジが直線軌道をたどるようにする。移動距離がX方向に10 mm、Y方向に5 mmの場合、X軸はY軸の2倍の速度で移動し、両軸が同時に開始・停止する必要がある。コントローラーは各軸に対して協調速度プロファイル(通常は台形またはS字)を生成し、同時完了を保証するようにスケーリングする。
直線補間の精度は以下に依存する。
- 軌道生成の同期:両軸が同じクロックから同時に位置コマンドを受ける必要がある。軸間のタイミングスキューは直線経路からの偏差を生じさせる。
- 動的整合:2軸のサーボ帯域幅が異なる場合(積層型ステージのように)、高速の軸が加減速時に低速の軸に先行し、意図した直線からの曲線偏差が発生する。これはコンタリング誤差と呼ばれる。
円弧補間
円弧を生成するには、両軸が90°の位相関係を持つ正弦波位置プロファイル(X = R cos θ、Y = R sin θ)に追従する必要がある。得られる円の精度は以下に依存する。
- ゲイン整合:2軸の位置ループゲインが異なると、円が楕円になる。XとY間の1%のゲイン不整合は、半径1 mmの円に対して約1%の楕円率(10 µm)を生じる。
- 位相整合:一方の軸が位相角δだけ先行すると、円がδ/2だけ回転した楕円になる。1°の位相不整合(100 rev/sでは約28 µsのタイミングオフセットに相当)でも計測可能な楕円率が発生する。
- 反転スパイク:0°と180°の位置(X軸の場合)および90°と270°の位置(Y軸の場合)で、軸の速度がゼロを通過して方向を反転する。摩擦、ベアリング予圧、コントローラーのデッドゾーン効果により、これらの点で微小な偏差(反転スパイクまたは象限グリッチ)が発生する。典型的な大きさはステージ品質とコントローラーチューニングに応じて50 nm〜500 nmである。
円弧補間試験(ISO 230-4、サーキュラテストまたはボールバー試験)は、多軸システムの協調性能を評価するための標準的な診断手法である。
高次補間
複雑な輪郭(スプライン経路、NURBS曲線)の場合、コントローラーは各軸の加速度および速度制限を遵守しながら、目標曲線に追従する滑らかなジャーク制限軌道を生成する必要がある。最新の多軸コントローラーは、先読みアルゴリズムを備えたリアルタイムスプライン補間を実装しており、今後の形状に追従するために動的限界を超えないよう経路上の速度を調整する。
アッベ誤差とその軽減
アッベ誤差(エルンスト・アッベにちなんで命名)は、測定点が測定軸からオフセットしている場合に発生する位置誤差である。多軸ステージシステム、特に積層型構成において支配的な幾何学的誤差要因である。
アッベの原理
アッベの原理は次のように述べている。一次測定誤差を回避するためには、測定軸が測定対象量の軸と同一直線上になければならない。実際的には、エンコーダースケール(測定軸)がペイロード上の関心点と同じ高さ、同じ横方向位置にあるべきである。
この条件が満たされない場合、ステージキャリッジの角度誤差(ピッチ、ヨー、ロール)がオフセット距離を介して測定点での直線位置誤差に変換される。
アッベ誤差の定量化
測定点がエンコーダースケールからdだけオフセットしており、ある位置でステージキャリッジの角度誤差がαである場合、アッベ誤差は以下の通りである。
ε_Abbe = d × tan(α) ≈ d × α(微小角度でαはラジアン)
計算例:積層型XYステージにおいて、ペイロード表面がX軸エンコーダースケールから80 mm上方にある場合。Xキャリッジのピッチ誤差が5 µrad(精密クロスローラーベアリングステージの典型値)であれば、ペイロードでのアッベ誤差は以下の通りである。
ε_Abbe = 80 mm × 5 × 10⁻⁶ = 0.4 µm = 400 nm
この400 nmの誤差はペイロード表面でのX軸位置誤差に直接加算される。これは系統的で位置依存の誤差であるが(角度誤差がキャリッジ位置によって変化するため)、X軸エンコーダーはスケール位置で測定しているためペイロード位置での誤差を捕捉できない。
エアベアリングを備えたモノリシックXYステージでは、エンコーダースケールとペイロード間の垂直オフセットが10 mm程度に抑えられるため、同じ角度誤差条件下でアッベ誤差は50 nmに低減される。これがモノリシック設計の主要な精度上の優位性の一つである。
積層型ステージにおけるアッベ誤差:累積の問題
積層型XYステージでは、各軸がそれぞれの角度誤差を持ち、オフセット距離が加算的であるため、アッベ誤差が累積する。
- X軸エンコーダーは高さz_x(Xステージ内部)で測定する。
- Y軸エンコーダーは高さz_y(Xステージ上に載るYステージ内部)で測定する。
- ペイロードは高さz_p(Yステージ上方)にある。
ペイロードにおけるX方向の総アッベ誤差には以下が影響する。
- Xキャリッジのピッチ誤差 × (z_p − z_x)
- Yキャリッジのロール誤差 × (z_p − z_y)(Y軸のロールがペイロードでのX方向変位を引き起こすため)
ペイロードにおけるY方向の総アッベ誤差には以下が影響する。
- Yキャリッジのピッチ誤差 × (z_p − z_y)
- Xキャリッジのロール誤差 × (z_p − z_x)
一方の軸のロールが他方の軸の面内位置に影響するという軸間クロスカップリングは、積層型形状の結果であり、モノリシック設計には存在しない。
アッベ誤差の軽減策
アッベ誤差を低減するための戦略はいくつかある。
-
オフセット距離を最小化する:利用可能な最もロープロファイルのステージを使用する。ペイロードをステージにできるだけ近い位置に搭載する。積層構成では、動的に最も重要な軸を上段(ペイロードに近い側)に配置してオフセットを最小化する。
-
ワークピースを通じた計測を使用する:ステージの内部エンコーダーに依存する代わりに、外部計測システム(レーザー干渉計、ビジョンシステム、静電容量プローブ)を使用してペイロード位置を直接測定する。これにより測定が関心点で行われるため、アッベ誤差が完全に排除される。ただし、コストと複雑さが増す。
-
角度誤差を校正する:オートコリメーターまたはレーザー干渉計角度光学系を使用して、位置の関数としてステージのピッチ、ヨー、ロールを測定する。ペイロード高さでのアッベ誤差を算出し、コントローラーで位置依存の補正を適用する。
-
デュアルエンコーダー配置:一部のステージでは、アッベ誤差感度方向に既知の距離で2つのリニアエンコーダーを搭載している。両方のエンコーダーを読み取ることで、コントローラーはキャリッジ角度を算出しアッベ誤差をリアルタイムで補正できる。これはウエハステージ設計で一般的である。
多軸システムのコントローラーアーキテクチャ
コントローラーは、多軸性能を決定する上で機械的ステージと同等に重要である。洗練度の異なるいくつかのアーキテクチャアプローチがある。
独立軸コントローラー
最も単純なアプローチとして、各軸が独自のコントローラー(多くの場合は別個のハードウェアユニットまたは別個の制御チャネル)を持ち、ホストコンピュータが上位レベルで調整を行う。ホストが各軸に位置コマンドを送信し、各コントローラーが独立して軸のサーボ制御を行う。
制約:
- タイミングスキュー:ホストがシーケンシャル通信(例:シリアルコマンド)でXコントローラー、次にYコントローラーにコマンドを送信する場合、XとYのコマンド間に時間遅延が発生する。走査速度100 mm/sにおいて、1 msの遅延は軸間で100 µmの位置オフセットを生じさせる。
- クロスカップリング補償なし:各軸コントローラーは他の軸を認識しない。動的相互作用(例:ガントリーにおけるX軸反力によるY軸の擾乱)や幾何学的結合(例:アッベ誤差)を補償できない。
- 補間品質の制限:ホストが補間軌道を生成し、離散的な点のストリームとして送信する必要がある。コントローラーの複雑な経路追従能力は通信帯域幅によって制限される。
同期型多軸コントローラー
同期型コントローラーは、共通のクロックにより同じ瞬間に更新される単一の制御ループ内ですべての軸を処理する。これによりタイミングスキューが排除され、真の協調運動が可能になる。
優れた多軸ピエゾコントローラーの特徴:
-
共通時間基準:すべての軸が同じ瞬間にエンコーダーを読み取り、駆動信号を更新する。更新間隔は通常20〜200 µs(5〜50 kHzの更新レート)。
-
協調軌道ジェネレーター:全軸の軌道が単一のモジュールで計算され、幾何学的整合性が保証される。軌道ジェネレーターは直線、円弧、スプライン補間をネイティブに実装可能。
-
軸間フィードフォワードとデカップリング:軸間の既知の相互作用に対する補正をコントローラーが適用できる。例えば、ガントリーステージでは、X軸加速度に比例した補償力をY軸にフィードフォワードし、反力を先取り補償できる。
-
多軸エラーマッピング:コントローラーが多次元校正マップを格納・適用できる。XおよびYの誤差を独立に補正するのではなく、X誤差をX位置とY位置の両方の関数として補正し(逆も同様)、直交度、真直度、回転などの幾何学的誤差を捕捉する。
カスケード制御ループ
高性能の多軸コントローラーは、各軸にカスケードループ構造を使用することが多い。
- 内側の電流ループ(該当する場合):数十kHzの帯域幅でピエゾモーターへの駆動電流を制御する。
- 速度ループ:微分エンコーダーフィードバックを使用して500 Hz〜3 kHzの帯域幅で軸速度を制御する。
- 位置ループ:エンコーダーフィードバックを使用して50 Hz〜1 kHzの帯域幅で軸位置を制御する。
カスケード構造により、各ループがそれぞれの周波数範囲でのダイナミクスを処理でき、エンコーダーから駆動信号までの単一PIDループよりも優れた総合性能を実現する。
リアルタイム通信バス
分散ハードウェアを持つ多軸システム(軸ごとの個別駆動アンプ、リモートエンコーダーインターフェースなど)では、同期を維持するためにリアルタイム通信バスが必要である。一般的なバスは以下の通りである。
- EtherCAT:最短62.5 µs(16 kHz)のサイクルタイムを持つ100 Mbit/s Ethernetベースプロトコル。産業用多軸システムで広く使用されている。
- MACRO(Motion and Control Ring Optical):最短50 µsのサイクルタイムを持つ光ファイバーリングプロトコル。精密ステージコントローラー(特にDelta Tau / Omron)で使用されている。
- AXI/SPI内部バス:すべてのチャネルが同一回路基板上にあるコンパクトな統合コントローラーでは、内部バスレイテンシは無視できるレベル(サブマイクロ秒)。
バスのサイクルタイムが分散システムのサーボ更新レートの上限を決定する。100 µsのバスサイクル(10 kHz)では、達成可能なサーボ帯域幅は約1〜2 kHzに制限される(安定動作のために、サーボ帯域幅はサーボ更新レートの1/5〜1/10までが実用的な目安である)。
設計例:ダイボンディング用多軸システムの仕様策定
アプリケーション: ピック&プレースダイボンディング。XYZシステムがウエハから半導体ダイをピックアップし、基板上に±5 µmの配置精度で実装する。
要件:
- XY走行距離:300 mm × 300 mm
- Z走行距離:25 mm
- 配置精度:±5 µm(X、Y)
- スループット:1秒あたり2回の実装(1サイクルあたり500 ms、移動と整定を含む)
アーキテクチャの選択:
±5 µmの精度要件と300 mmの走行距離からガントリー構成が示唆される。
- 2本の平行Y軸(Y1、Y2)、走行距離300 mm、クロスビームを支持
- クロスビーム上にX軸1本、走行距離300 mm
- Xキャリッジ上にZ軸1本、走行距離25 mm
ガントリー構成により、300 mmのXステージを300 mmのYステージ上に積層する必要がなくなり、大きなアッベ誤差を持つ非常に高いアセンブリを回避できる。
アッベ誤差バジェット:
Yエンコーダーからボンディングツールまでの高さは約150 mm(クロスビーム高さ+Xステージ+Zステージ+ツール)。Y軸のピッチ誤差が3 µrad/mm × 300 mm = 900 µrad(最大値、品質の劣るステージの場合)であれば、最悪ケースのアッベ誤差は150 mm × 900 × 10⁻⁶ = 135 µmとなり、大幅に許容範囲を超える。
高品質なY軸(全走行にわたるピッチ誤差5 µrad未満)の場合、アッベ誤差は150 × 5 × 10⁻⁶ = 0.75 µmとなり、±5 µmのバジェット内で許容される。
コントローラー要件:
- 共通時間基準を持つ同期4軸コントローラー(Y1、Y2、X、Z)
- ガントリーヨー制御:Y1とY2をアクティブヨー誤差補正で同期駆動
- 整定時間バジェット:100 mmの移動を1000 mm/s、10,000 mm/s²の加速で行う場合、移動時間は約110 ms。残りの390 msが±5 µmへの整定に利用可能であり、適切にチューニングされたコントローラーでは十分に達成可能(ピエゾステージの±5 µmへの典型的な整定時間は20〜100 ms)。
直交度と幾何学的校正
多軸システムでは、機械軸が完全に直交することはない。高品質ステージの組立後の典型的な直交度誤差は5〜50 µrad(1〜10秒角)である。300 mmの走行距離に対して20 µradの直交度誤差があると、XYフィールドの対角で6 µmの位置誤差が発生する。
幾何学的校正は以下の誤差を測定・補正する。
- 直交度誤差:X軸とY軸の機械軸間の角度が90°からずれている。
- 真直度誤差:各軸が走行中に横方向にずれる。X軸の真直度とは、Xキャリッジの移動に伴ってY位置が変動することを意味する。
- スケール誤差:軸間でエンコーダーの有効ピッチがわずかに異なる。
- 座標系の回転:ステージのXY軸がワークピース座標系に対して回転している。
校正にはグリッドアーティファクト(校正済みマーク配列を持つプレート)またはXとYを同時測定するレーザー干渉計のペアが使用される。得られた誤差マップは2D補正として適用される。任意のコマンド位置(X, Y)に対して、コントローラーは(X + ΔX(X,Y), Y + ΔY(X,Y))に駆動する。ΔXとΔYは校正マップから補間される。
300 mm × 300 mmのステージを10 mmグリッドで校正する場合、補正マップには各軸あたり約900点(合計1800点)が含まれる。最新のコントローラーは、これらのマップをリアルタイムで格納・補間し、計算オーバーヘッドは無視できるレベルである。
まとめ
多軸ピエゾステージの設計はシステムレベルの問題である。機械的構成(積層型、モノリシック型、ガントリー型)が達成可能な性能の範囲を決定し、コントローラーアーキテクチャ(独立型、同期型、カスケード型)がその範囲のどこまで実現できるかを決定する。アッベ誤差は積層型システムにおける支配的な幾何学的誤差要因であり、設計、校正、またはその両方で対処する必要がある。補間品質はタイミングの同期と軸間の動的整合に依存する。多軸システムを仕様策定する際は、コントローラーを付属品ではなく主要コンポーネントとして扱うべきである。優れた機械的ステージに凡庸なコントローラーを組み合わせたシステムは、適度な性能のステージに優れた設計の同期型多軸コントローラーを組み合わせたシステムに劣る。