基礎原理
共振周波数、ステーター設計、モーター帯域幅を決定する要因
圧電ステーターの形状と材料特性が振動モード、動作周波数、動的応答をどのように決定するか
共振なくして動作なし
圧電セラミック素子を共振点から外れた周波数で駆動すると、得られる変位は数十ナノメートル程度にとどまる。これは精密位置決めには有用だが、摩擦駆動方式のモーターを実用的な速度で動かすには小さすぎる。機械的共振点で動作させると、振動振幅が機械的品質係数Qm(モーター用ステーターでは通常500から2000の範囲)の倍率で増幅される。これにより、30 nmの固有変位が15から60マイクロメートルの表面運動に変換され、ローターやスライダーを毎秒数百ミリメートルの速度で駆動できるようになる。
この増幅には代償が伴う。モーターは特定の周波数(または狭い周波数帯)で駆動する必要があり、ステーターの形状は目的の振動モードを目標周波数に配置するよう設計しなければならず、システムの帯域幅は共振の鋭さによって本質的に制限される。これらの制約を理解することが、適切に機能するステーターを設計し、問題のあるステーターを診断するための鍵となる。

Image: Nanomotion Ltd.
金属-セラミック複合体の機械的共振
超音波モーターのステーターは、PZTの単一体ではない。1つ以上のPZT素子が金属基板(ステーター本体)に接合された複合構造体である。金属基板にはリン青銅、ステンレス鋼、アルミニウム合金、銅ベリリウム合金などが用いられる。金属基板は複数の機能を担っている。構造的剛性の確保、摩擦接触面の保持、セラミックからの熱伝導、そして形状による振動モードの制御である。
この複合体の共振挙動は振動構造体一般の物理法則に従うが、材料の不整合に起因する複雑さが加わる。
PZTの物性: 密度は約7600 kg/m3、ヤング率は約60から80 GPa(方向依存性あり)、ポアソン比は約0.31。弾性特性は電界(圧電硬化効果)および周波数によって変化する。
金属基板の物性(リン青銅の例): 密度は約8800 kg/m3、ヤング率は約110 GPa、ポアソン比は約0.33。超音波領域ではこれらの物性は周波数にほぼ依存しない。
複合体の有効剛性と質量がその固有振動数を決定する。PZTはステーター本体に用いられるほとんどの金属より柔らかいため、金属構造体にセラミックを付加すると、セラミック対金属の厚み比に応じて共振周波数が低下する。
接合層の重要性
PZTは、エポキシ接着剤またははんだ付けにより金属ステーター本体に接合される。この接合層は通常5から30マイクロメートルの厚さだが、性能に対して不釣り合いに大きな影響を持つ。コンプライアントまたは損失の大きい接合層は以下の問題を引き起こす。
- セラミックとステーター間の有効結合を低下させる(セラミックの歪みがステーター表面に伝達されにくくなる)。
- 機械的減衰を増加させ、Qmを低下させる。
- 持続的な大振幅振動下で劣化し、性能が漸進的に低下する可能性がある。
高性能ステーターでは、エポキシではなくはんだ接合(スズ-銀系またはインジウム系はんだ)が用いられることが多い。はんだは剛性と熱伝導率に優れているためである。ただし、はんだ付けにはより厳密な工程管理が必要であり、最高動作温度が制限される。
モード解析の基礎
あらゆる構造体は無限の固有振動モードを持ち、各モードには固有の周波数と形状がある。超音波モーターのステーターでは、有用なモードはごくわずかであり、それ以外は寄生モードとなる。ステーター設計の仕事は、目的のモードを目標周波数に配置しつつ、寄生モードを干渉が生じない程度に離すことである。
振動モードの形態
振動モードは、そのモード形状(変位の空間パターン)と固有振動数によって定義される。一般的なステーター形状における振動モードを以下に示す。
環状(リング)ステーター: 進行波回転モーターに使用され、節直径の数で特徴づけられる円周方向曲げモードを示す。n個の節直径を持つモードはB(0,n)モードと呼ばれる。代表的なShinsei USR-60モーターは9本の節直径を持つB(0,9)モードを使用し、40 kHz付近で動作する。
矩形板ステーター: 多くのリニアモーターに使用され、長手方向と幅方向の曲げモードを示す。B(m,n)で表記され、mとnはそれぞれの方向における節線の数である。一般的な設計ではB(2,1)モードまたはB(3,1)モードを利用して楕円形の表面運動を生成する。
棒状(ビーム)ステーター: 一部のリニアモーターに使用され、縦振動(L)モードと曲げ(B)モードを示す。同一周波数で縦振動モードと曲げモードを組み合わせる設計により、摩擦駆動に必要な楕円先端運動が実現される。
有限要素解析が標準的な設計ツール
単純な形状(一様な梁、薄いリング)に対する解析解は存在するが、実用的なステーター設計には有限要素解析(FEA)が不可欠である。標準的な設計ワークフローは以下のとおりである。
- 金属本体、PZT素子、電極、接合層を含むステーターの3Dモデルを作成する。
- 材料物性を定義する。PZTの圧電テンソル、弾性テンソル、誘電テンソル、密度テンソル、金属および接合層の弾性物性を入力する。
- モード解析を実行し、固有振動数とモード形状を求める。
- 目的のモードを特定し、その周波数を記録する。
- そのモードが目標周波数に来るよう、形状を反復的に調整する。
- 調和解析を実行し、動作周波数での振動振幅、表面速度、インピーダンスを予測する。
- プロトタイプステーターの測定値と照合して妥当性を検証する。
COMSOL MultiphysicsとANSYSが圧電ステーター設計に最も広く使用されているFEAパッケージである。両者とも電気機械連成問題をネイティブに処理できる。オープンソースの代替手段(Elmer FEMなど)でも圧電問題は解けるが、前処理・後処理ツールの成熟度は劣る。
ステーター形状と共振周波数の関係
ステーターの共振周波数は、形状、材料物性、境界条件に依存する。背後にある物理を理解すれば、これらの関係は直感的に把握できる。
厚さと周波数
板の厚み振動モードにおける共振周波数は以下のとおりである。
f = v / (2t)
ここでvは材料中の音速、tは厚さである。PZT-4の縦波音速は約4600 m/sであるため、厚さ1 mmのディスクの厚み振動モード共振は約2.3 MHz付近に位置する。これは超音波モーターの一般的な動作周波数(20から200 kHz)をはるかに上回る。
ほとんどの超音波モーターは厚みモードではなく曲げモードを使用する。曲げモードの周波数は、同じ厚さでもはるかに低い。曲げ剛性のスケーリング則が異なるためである。
長さ、幅、曲げモード
長さL、厚さh、ヤング率E、密度rhoの一様な梁において、n次曲げモードの周波数は近似的に以下のように表される。
f_n = (lambda_n^2 / (2 * pi)) * (h / L^2) * sqrt(E / (12 * rho))
ここでlambda_nは境界条件に依存する無次元定数である(例:自由-自由梁ではlambda_1 = 4.73)。主要なスケーリング関係は以下のとおりである。
- 周波数はh/L^2に比例する。 長さを2倍にすると周波数は4分の1に低下する。厚さを2倍にすると周波数は2倍になる。これにより、設計者は形状変更で広い調整範囲を得られる。
- 周波数はsqrt(E/rho)に比例する。 剛性の高い材料ほど振動が速い。密度の高い材料ほど振動が遅い。PZTは中程度の剛性だが高密度であるため、ステーターにPZTを追加すると周波数が低下する。
- 高次モードほど周波数が高く、 その間隔はn^2に比例して増加する。
リングステーターの寸法決定
平均半径Rの環状リングステーターでは、円周方向曲げモードB(0,n)の周波数は近似的に以下のようにスケールする。
f ~ (n^2 * h) / R^2
つまり、大きなリングほど動作周波数が低くなる。Shinsei USR-60は外径60 mmで40 kHz付近で動作する。これを外径30 mmに小型化すると、同じモードの周波数は約160 kHzに上昇し、多くの駆動電子回路の実用範囲を超えるとともに、空気減衰の増大や製造公差の厳格化といった問題が生じ始める。
歯および構造的特徴
多くのステーター設計では、金属表面に歯やスロットが機械加工されている。これには2つの目的がある。接線方向(面内)の表面運動成分を増幅して摩擦駆動効率を向上させることと、所望の接触力学に最適化できる離散的な接触点を提供することである。歯はまた、共振周波数とモード形状に大きな影響を及ぼす。歯の追加は接触面近傍の局所的な剛性を低下させ、共振周波数を低下させるとともに、法線方向と接線方向の変位比を変化させる。歯の形状が及ぼす影響の予測にはFEAが不可欠である。
Image: Nanomotion Ltd.
共振周波数と帯域幅の関係
ここでステーター設計がモーターの動的性能に直結する。共振系の帯域幅は品質係数に反比例する。
BW = f_res / Qm
共振周波数40 kHz、Qm = 1000のステーターでは、3 dB帯域幅は40 Hzとなる。つまり、共振周波数から上下にわずか20 Hzずれただけで、振動振幅がピーク値の70.7%に低下する。
この狭帯域幅は深刻な影響をもたらす。
周波数追従は必須
ステーターの共振周波数は動作中に以下の要因で変動する。
- 温度変化。 PZTの弾性率は温度上昇に伴って低下し(通常毎℃あたり-0.3%から-0.5%)、共振が低周波側にシフトする。これについては熱的挙動の記事で詳しく扱っている。20℃の温度上昇で40 kHzの共振が200から400 Hzシフトする可能性があり、40 Hzの帯域幅を大きく超える。
- 予圧変化。 ローターをステーターに押し付ける法線力は境界条件を変化させ、共振を通常は数十から数百Hzだけ上方にシフトさせる。シフト量は予圧機構のコンプライアンスに依存する。
- 摩耗。 摩擦面の摩耗(寿命と摩耗メカニズムを参照)によりステーター形状がわずかに変化し、共振がシフトする。これは緩やかな効果(数千時間のオーダー)だが、寿命予測では重要である。
- エージング。 PZTの特性は分極処理後、対数的に経時変化し、周波数が緩やかに上昇する(通常、モーターの寿命を通じて1%未満)。
駆動回路はこれらの変動をリアルタイムで追従しなければならない。最も一般的な方式を以下に示す。
位相同期回路(PLL)。 駆動電圧とステーター電流間の位相関係を監視する。共振時、直列共振回路では電流が電圧に対して90度進み、並列共振では90度遅れる。PLLはこの位相関係を維持するよう駆動周波数を調整する。進行波モーターにおける標準的な方式である。
アドミタンス追従。 ステーターの電気アドミタンスを監視し、最大アドミタンス(または最大コンダクタンス)の周波数で駆動する。寄生容量の影響を受けにくいため、単純な位相追従よりも堅牢である。
掃引周波数探索。 周期的に一定範囲の周波数を掃引して共振ピークを検出し、ロックオンする。起動時やPLLの追従範囲を超えて共振がシフトした場合に使用される。
帯域幅が速度制御範囲を決定する
多くの超音波モーター設計では、駆動周波数を共振よりわずかに上側で変化させることで速度を制御する。周波数が共振から離れるにつれて振動振幅(つまりモーター速度)は低下する。使用可能な速度制御範囲は帯域幅によって制限され、共振から離れすぎると振動振幅が使用不能なレベルまで低下する。
Qm = 1000の場合、周波数チューニングによる実用的な速度制御範囲は狭く、せいぜい2:1から3:1程度である。より広い速度範囲を得るには、電圧振幅制御、パルス密度変調、または2相駆動信号間の位相制御が必要となる。
帯域幅がステップ応答を制限する
共振系のステップ応答はリングアップ時間に支配される。
tau = Qm / (pi * f_res)
f_res = 40 kHz、Qm = 1000の場合、tau = 8 msとなる。駆動信号を印加してからステーターが最大振幅に達するまでに、約3から5時定数(24から40 ms)を要する。これはモーターの帯域幅に本質的な制限を課し、高速加速や急速な方向転換を必要とする動的サーボ用途では特に重要となる。
Qmを低くすれば動的応答は速くなるが、変位増幅率の低下と発熱増加という代償を伴う。これがステーター設計における本質的なトレードオフである。高Qmは効率と変位振幅に有利だが、帯域幅と動的応答には低Qmが有利となる。
リングダウンと制動時間
リングアップを支配する時定数は、駆動停止後のリングダウンにも同様に適用される。駆動信号を停止した後も、ステーターは3から5時定数にわたって振動を継続する。このリングダウン期間中、モーターは(減衰しながらも)力を発生し続けるため、制動が複雑になり、位置決め用途ではオーバーシュートの原因となる。40 kHz、Qm = 1000のステーターではリングダウンに24から40 msを要し、制御系の応答時間に関係なく、これより速く停止することはできない。アクティブ制動技術(既存の振動と逆位相の駆動信号を印加する)により、リングダウンを2分の1から3分の1に短縮できるが、振動位相のリアルタイム把握が必要となる。
制御ループ設計への実用的な示唆
モーターの機械的帯域幅は、ステーターの共振特性により決定され、達成可能なサーボ帯域幅を直接制約する。
更新レートの要件
サーボ制御ループは、安定性を維持するためにモーターの機械的帯域幅より十分に高速で動作しなければならない。一般的な目安として、制御ループのサンプルレートは所望の閉ループ帯域幅の少なくとも10倍が必要である。モーターの機械的帯域幅が100 Hzまでの閉ループ位置決め帯域幅を支持する場合、制御ループは1 kHz以上で動作させる必要がある。
500 Hzから1 kHzの帯域幅を目指す高性能システムでは、5から10 kHzの制御更新レートが必要となる。これは現代のデジタルコントローラの能力範囲内だが、計算遅延、センサー更新レート、通信遅延に注意を払う必要がある。
周波数制御と振幅制御の相互作用
ほとんどの超音波モーターコントローラは、2つの連成制御ループを管理する必要がある。
-
周波数制御(内側ループ)。 PLLまたはアドミタンスフィードバックによりステーター共振を追従する。このループは高速でなければならず(更新レートは駆動周波数に匹敵する、通常40 kHz以上)、通常はアナログハードウェアまたはFPGAで実装される。
-
位置/速度制御(外側ループ)。 電圧振幅、位相、または周波数オフセットによりモーターの速度や位置を指令する。このループはサーボレート(通常1から10 kHz)で動作し、デジタルマイクロコントローラで実装可能である。
これらのループ間の相互作用は、適切に管理しなければ安定性の問題を引き起こす。周波数制御ループの変化(共振シフトへの応答)がモーターの速度伝達関数に影響し、位置コントローラはそれに適応しなければならない。
動的性能を重視した設計
高速な動的応答が求められるアプリケーションでは、以下の方針が有効である。
-
より高い共振周波数を選択する。 f_resが高いほど、同じQmでもリングアップが速くなり、絶対帯域幅(Hz単位)も大きくなる。Qm = 500で100 kHzのステーターは帯域幅200 Hz、リングアップ時定数1.6 msとなり、前述の40 kHzの例よりはるかに高速である。
-
低いQmを許容する。 材料選択、接合層の特性、またはステーター形状により意図的に減衰を増加させれば帯域幅が広がるが、効率は低下する。サーボ用途では、Qm 200から500の方が1000以上より適している場合がある。
-
速度制御には電圧振幅制御を使用する。 共振包絡線と干渉しないため、周波数チューニングより高速に応答できる。
-
マルチモード設計を検討する。 一部の先進的なステーター設計では、近接する2つのモードを利用して広帯域動作を実現する。これは活発な研究分野であり、一部の精密ステージ用モーターには商用実装も存在する。
ステーター材料の選択
ステーター本体に用いる金属の選択は、共振挙動に大きく影響する。
| 材料 | 密度 (kg/m3) | ヤング率 (GPa) | 音速 (m/s) | 備考 |
|---|---|---|---|---|
| リン青銅 | 8800 | 110 | 3540 | 伝統的な選択肢、加工性良好 |
| ステンレス鋼 304 | 8000 | 193 | 4910 | 同一形状でより高い周波数 |
| アルミニウム 7075 | 2810 | 72 | 5060 | 軽量、高音速、やや低いQm |
| ベリリウム銅 | 8250 | 131 | 3980 | 優れた疲労寿命、高価 |
| チタン Ti-6Al-4V | 4430 | 114 | 5070 | 軽量、生体適合性、加工困難 |
リン青銅は、音響特性、加工性、耐食性、コストのバランスに優れるため、最も一般的に使用されている。アルミニウムは低質量が重要な場合(カメラのオートフォーカスモーターなど)に使用される。ステンレス鋼は耐薬品性が要求される用途に採用される。

Image: PILine U-264 OEM矩形板ステーター駆動モジュール。ステーター本体(白/灰色のブロック)にはPZT素子がリン青銅またはステンレス鋼基板に接合されている。2つのセラミック摩擦チップがドライブロッドに接触する。Source: PI
製造公差と周波数のばらつき
ステーター製造における最も困難な現実の1つが、周波数のばらつきである。公称上同一のステーターでも、以下の要因により共振周波数がわずかに異なる。
- PZT物性のばらつき。 同一サプライヤーの製品であっても、バッチ間で圧電特性と弾性特性にばらつきがあり、共振が1%から2%シフトする可能性がある。
- 寸法公差。 ステーター厚さの10マイクロメートルの変動は、典型的な曲げモードステーターで約0.5%の共振シフトをもたらす。
- 接合層厚さのばらつき。 エポキシ接着剤を用いる場合、精密な制御が困難である。
- 組み立て応力。 クランプや取り付けによる応力が有効境界条件を変化させる。
40 kHzのステーターで2%のばらつきがあると、製造バッチ内で39.2から40.8 kHzの範囲に分布する。駆動回路はこの範囲に対応しなければならない。また、2相モーターでは2つのステーターモードの縮退(同一周波数)が必要であり、マッチングが極めて重要となる。進行波モーターでは通常、2つの駆動モードが互いに0.1%から0.5%以内である必要があり、製造後の周波数トリミング(選択的な材料除去による周波数調整)が必要になることが多い。
設計例:矩形板ステーターの寸法決定
40 kHz付近で動作する曲げモードステーターのリニアモーターの設計を考える。目標は、PZTを接合したリン青銅板のB(3,1)モードである。
ステップ1:初期長さの推定。 自由-自由梁の3次曲げモード(n=3)ではlambda_3 = 7.855となる。リン青銅(E = 110 GPa、rho = 8800 kg/m^3)で板厚h = 2.5 mmとすると、
f_3 = (7.855^2 / (2 * pi)) * (h / L^2) * sqrt(E / (12 * rho))
f_3 = 40 kHzとしてLについて解くと、
L^2 = (7.855^2 / (2 * pi * 40000)) * 0.0025 * sqrt(110e9 / (12 * 8800))
L は約25 mmとなる。この長さの金属のみのステーターは、B(3,1)モードで40 kHz付近に共振する。
ステップ2:PZTの影響を考慮する。 PZT層(通常0.5から1.0 mmの厚さ)を片面に接合すると、PZTはリン青銅より密度が高く(7600 kg/m^3)柔らかい(60から80 GPa)ため、複合体の質量増加が剛性増加を上回り、共振周波数はPZT対金属の厚み比に応じて約10から20%低下する。補償するには、長さを約22から23 mmに短縮するか、金属の厚さを増して追加質量に対する剛性を回復させる。
ステップ3:FEAによる検証。 COMSOLまたはANSYSで複合モデルを構築する。梁の近似式は幅の影響を無視しており、実際のステーターの境界条件は理想的な自由-自由とは異なるため、実際のB(3,1)周波数は梁近似から5から15%ずれる。0.5 mm刻みで長さを反復調整し、目的のモードが40 kHzの1%以内に収まるようにする。
ステップ4:モード分離の確認。 B(2,1)モードとB(4,1)モードがB(3,1)の目標を挟むように存在する。安定した動作のためには、これらの寄生モードが周波数で少なくとも10%離れている必要がある。近すぎる場合は、幅対長さの比率を変更するか、スロットを追加して寄生モードをシフトさせる。
ステップ5:試作と測定。 最初の製造バッチから5から10個のステーターを製作する。インピーダンスアナライザ(Agilent 4294Aまたは同等品)で各ステーターの共振周波数を測定する。平均値の周囲に1から2%のばらつきが予想される。平均値が目標から1%以上ずれている場合は、次のバッチに向けて形状を修正する。
周波数トリミング技術
量産ステーターが目標周波数に達しない場合、製造後の調整技術がいくつか利用できる。
材料除去(周波数上昇)。 ステーター表面から質量を除去すると共振周波数が上昇する。レーザーアブレーション、精密研削、または化学エッチングにより特定箇所から10から50マイクロメートルの金属を除去できる。変位の腹の近傍で除去すると最大の効果が得られる。2.5 mmのステーターから10マイクロメートルを除去すると、周波数は約0.4%上昇する。
質量付加(周波数低下)。 質量を追加すると周波数が低下する。変位の腹にUV硬化接着剤の小滴やはんだバンプを配置することで、過剰に高い周波数を引き下げられる。ただし、信頼性の懸念(接着剤の劣化、パーティクルリスク)があるため、材料除去ほど一般的ではない。
電極パターニング。 一部の設計では、電極パターンの変更(レーザートリミングやマスキング)により有効結合が変化し、駆動回路から見た見かけの共振がシフトする。機械的共振自体は変わらないが、最大アドミタンスの周波数がシフトする。
予圧調整。 ステーターとローター/スライダー間の機械的予圧を変更すると、共振が通常は上方にシフトする。これは製造トリミングではなく組み立てパラメータである。予圧スプリングの剛性とそのステーターモードへの結合を特性評価し、組み立て予圧が正しい周波数を目標とするようにする必要がある。
駆動回路における温度補償
共振周波数は温度とともに変動するため(熱的挙動を参照)、駆動回路は絶えず適応しなければならない。周波数追従ループの主要パラメータを以下に示す。
ロック範囲。 追従ループが共振を失うことなくロックを維持できる周波数範囲。適切に設計されたPLLまたはアドミタンストラッカーは、全動作温度範囲に対応するため、公称周波数の少なくとも2%のロック範囲を持つべきである。
キャプチャ範囲。 追従ループが最初に共振を捕捉できる範囲。ロック範囲よりも広くなければならず、個体間の周波数ばらつきと起動時の温度オフセットに対応するため、通常は公称周波数の3から5%が必要である。
追従速度。 ループが変化する共振に追従できる速さ。急速な熱的過渡現象(冷間からのモーター起動など)の際、周波数は毎秒10から50 Hzのレートでシフトする可能性がある。追従ループはロックを失わずにこれに追従しなければならない。
位相余裕。 追従ループは機械的共振と相互作用して、連成電気機械フィードバック系を形成する。位相余裕が不十分だと共振周波数の周りで発振が起こり、可聴域のバズ音やモーター性能の低下を招く。一般的な設計では30から45度の位相余裕を目標とする。
| 動作シナリオ | 周波数シフト | 追従要件 |
|---|---|---|
| 室温、暖機後 | 基準値 | 静的ロック |
| 0から60 ℃の動作範囲 | -1.5%から+0% | 低速追従 (0.1 Hz/s) |
| モーター起動(30秒で低温から高温) | 30秒で-1% | 高速追従 (30 Hz/s) |
| 予圧変更(手動調整) | +0.5%ステップ | ステップ応答 < 100 ms |
| 量産個体ばらつき | +/- 2% | 広いキャプチャ範囲 |
モード結合と寄生モード
特定の動作モード用に設計されたステーターには、近傍の周波数に必ず多くの他の共振モードが存在する。これらの寄生モードが意図せず励起されるとモーター性能が低下するため、その管理はステーター設計の重要な要素である。
モード結合のメカニズム
寄生モードは以下のメカニズムにより励起される。
- 駆動の非対称性。 PZT電極が目的のモードのみに結合しない場合、駆動エネルギーの一部が隣接モードを励起する。B(3,1)モードの矩形板では、B(1,3)モードやB(2,2)モードが部分的な電極結合を持つ可能性がある。
- 構造的非対称性。 ステーターの対称性を崩す製造公差(PZT厚さの不均一、偏心接合、不均一な予圧)が縮退モードの分裂を引き起こし、本来直交すべきモード間の結合を生じさせる。
- 非線形効果。 大振幅駆動では、圧電材料の非線形性が高調波や混変調積を発生させ、駆動周波数の整数倍や組み合わせ周波数のモードを励起する可能性がある。
- 外部負荷。 ステーターとローター間の接触力が境界条件を変化させ、駆動モードから寄生モードへのエネルギー結合を引き起こす。この効果は負荷依存性がある。低負荷ではスムーズに動作するモーターが、高負荷では寄生モードの励起により異常振動を示すことがある。
寄生モードの同定
寄生モードを同定する主要なツールはインピーダンス解析である。駆動周波数を掃引しながら電気インピーダンス(振幅と位相)を測定すると、電気機械的に結合したすべての共振が明らかになる。各共振はインピーダンス振幅の極小(直列共振)とそれに続く極大(並列共振)として現れる。これらの極値間の隔たりが各モードの結合強度を示す。
適切に設計されたステーターのインピーダンスプロットでは、目的のモードが強力でよく分離された共振として現れ、寄生モードは少なくとも周波数で10%以上離れた位置に弱く表示される。問題のあるステーターでは、動作周波数の近くに寄生モードが存在するか、主モードに匹敵する結合強度を持つモードが観測される。
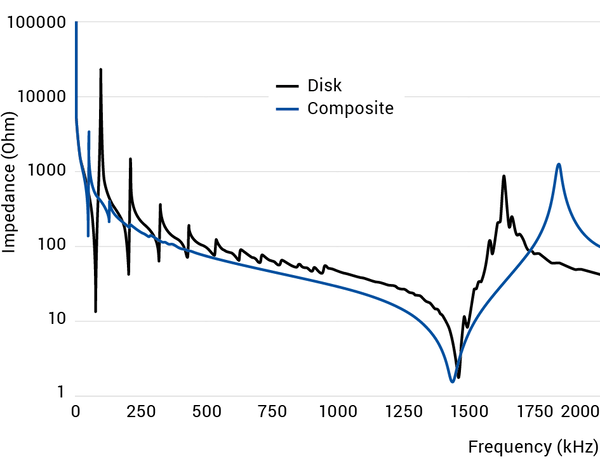
Image: ベアPZTディスク(黒)と圧電-金属複合構造体(青)の電気インピーダンス振幅対周波数特性。複合ステーターは1400 kHz付近に強く分離された主共振を示し、ベアディスクと比較して寄生モードが抑制されている。これは金属ステーター本体によるモード選択効果を実証している。Source: PI Ceramic
モード分離のための設計戦略
以下の形状的工夫によりモード分離を改善できる。
-
アスペクト比の調整。 矩形板では、長さ対幅の比率を変えることで、異なる方向の曲げモード間の周波数関係がシフトする。3:1から4:1のアスペクト比は通常、主要な長手方向曲げモードと横方向モードの間に良好な分離を提供する。
-
非対称スロット。 ステーターの長手方向に対して垂直に切られた狭いスロットは、主モードに大きな影響を与えることなく不要なモードを抑制できる。スロットの位置は寄生モードの歪みの腹に対応させる。
-
特定点への質量負荷。 寄生モードの腹に小さな付加質量を配置すると、(主モードの節線上に配置すれば)主モードに影響を与えることなく寄生モードの周波数を低下させられる。この技術は進行波モーターの量産チューニングに使用されている。
-
複合ステーター構成。 ステーターの異なる領域に異なる材料や厚さを使用することで、意図的にインピーダンスの不整合を作り、寄生モードのエネルギーを反射しつつ主モードを透過させる。この手法は一部の高性能ランジュバン型トランスデューサーの設計で使用されている。
動作中のモード相互作用
室温・無負荷で寄生モードが十分に分離されていても、特定の条件下では動作周波数に接近する可能性がある。温度変化はすべてのモードをシフトさせるが、均等ではない。PZTの物性との結合の仕方がモードごとに異なるため、一部のモードは他よりも温度係数が大きい。25 ℃で動作周波数より15%高い位置にあるモードが、80 ℃では5%以内にまで近づき、可聴ノイズや力のリップルを引き起こす可能性がある。
実用的な対策は、設計検証段階で全動作温度範囲および負荷範囲にわたってすべての近傍モードをマッピングすることである。動作周波数の5%以内に入るモードは、再設計により対処するか、動作エンベロープの制限として受け入れなければならない。
設計関係式のまとめ
主要な依存関係を整理すると、以下のようになる。
- ステーターサイズ増大 = 周波数低下、力容量増大、速度容量増大、モーターサイズ増大。
- ステーター厚さ増大 = 周波数上昇(曲げモード)、剛性増大。
- PZT比率増大 = 結合増大、周波数低下(PZTはほとんどの金属より密度が高く柔らかい)。
- Qm増大 = 振幅増大、効率増大、帯域幅低下、リングアップ時間増大。
- 周波数上昇 = 帯域幅増大(同じQmの場合)、ステーター小型化、公差厳格化、動的応答高速化。
- 歯の追加 = 接線方向運動増幅、周波数変化、モード形状変化。
- 寄生モードの接近 = ノイズ、力のリップル、効率低下。周波数分離を少なくとも10%確保する。
- 駆動電圧の上昇 = 振幅増大。ただし脱分極電界の50%を超えると非線形効果と寄生モード励起が増大する。
これらの関係は独立ではない。1つのパラメータを変更すると他の複数に影響が及ぶことが多い。例えば、周波数を上げるためにステーター厚さを増すと質量と剛性も変化し、Qmと結合係数に影響する。設計プロセスは本質的に反復的であり、上述の解析的推定から出発し、FEAで精密化し、プロトタイプ試験で検証する。一般的なステーター設計では、初期構想から量産形状に至るまで3から5回の設計反復が必要となる。
これらの関係は連成しており、しばしば相反する。ステーター設計は本質的に多制約の最適化問題であり、これらの連成の背後にある物理を理解することが、設計空間を効果的に探索するために不可欠である。