技術比較
圧電モータとサーボモータの比較:ダイレクトドライブが有利でなくなる境界
力密度、分解能の限界、ベアリングのオーバーヘッド、超音波圧電モータが電磁サーボを上回るクロスオーバーポイント
圧電モータとサーボモータの比較:ダイレクトドライブが有利でなくなる境界
サーボモータは数十年にわたり精密モーション制御の主役であり続けてきた。広く理解され、容易に入手可能で、ドライブ、コントローラ、エンコーダ、機械部品の深いエコシステムに支えられている。エンジニアが何かを精密に動かす必要があるとき、サーボモータが出発点の標準となる。
しかし、標準的な選択肢が高くつくことがある。一定の速度閾値以下、一定の分解能限界以下、一定の環境制約以上では、サーボモータには超音波圧電モータにはないオーバーヘッドが存在する。ボールねじ、カップリング、ギヤボックス、モータベアリング、潤滑スケジュール。各部品がコスト、複雑さ、誤差を追加する。アプリケーションによっては、オーバーヘッドが利益を上回る場合がある。
本稿では、具体的な数値、実製品データ、計算例を用いて両技術の境界をマッピングし、各技術がどのような条件でエンジニアリング的に合理的かを明確にする。
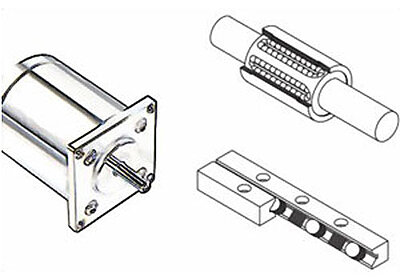
画像: サーボモータリニア軸の主要構成要素: ロータリーモータ、ボールねじアセンブリ、リニアガイドベアリング。出典: Physik Instrumente (PI)
| パラメータ | 圧電 | サーボモーター |
|---|---|---|
| 分解能 | 0.5 nm | 100 nm-1 um |
| 帯域幅 | 1-5 kHz | 100-500 Hz |
| 剛性 | 低 | 高 |
| 推力範囲 | 0.5-20 N | 1-500 N |
| 真空適合性 | 優秀 | 普通 |
| サイズ | コンパクト | 大型 |
| 軸あたりコスト | $$$ | $$ |
| 整定時間 | <1 ms | 5-50 ms |
基本動作原理
電磁サーボモータ
サーボモータ(ブラシレスDCまたは永久磁石同期モータ)は、ステータコイルが生成する回転磁界とロータ上の永久磁石との相互作用によりトルクを発生させる。トルクは電流に比例し、速度は電圧から逆起電力を引いた値に比例する。モータ出力は回転運動であり、リニア運動への変換にはボールねじ、リードスクリュー、ベルト、ラック・アンド・ピニオン、またはリニアモータアーキテクチャが必要となる。
ダイレクトドライブ回転サーボは、大径・多極モータを使用して低速で高トルクを発生させることでギヤボックスを排除する。ダイレクトドライブリニアサーボにはアイアンレスとアイアンコアの構成があり、回転からリニアへの変換を完全に省く。アイアンコアリニアモータ(Parker MX80Lシリーズ、2,000 mm/s対応)は高い力密度を提供するが、鉄歯と磁石の相互作用によるコギング力が生じる。アイアンレス設計(Aerotech ABL1000やPI V-551など)はコギングを完全に排除するが、力密度はやや低下する。
超音波圧電モータ
超音波圧電モータは、圧電素子の高周波振動(20から200 kHz)を接触界面での摩擦結合により連続的なマクロスケールの運動に変換する。最も一般的な設計は、進行波回転モータ、定在波リニアモータ(「スティックスリップ」や「慣性駆動」とも呼ばれる)、共振バーリニアモータである。超音波圧電モータの動作原理の詳細な解説では、この動作を可能にする共振条件とステータ形状を説明している。
重要な違いは、圧電モータが摩擦を駆動メカニズムとして使用する点にある。圧電素子が超音波で振動し、予圧された接触チップまたは接触面が、接触点での精密に制御されたスティックスリップまたは楕円運動を通じて振動をリニアまたは回転運動に変換する。速度は振動振幅と周波数で制御される。位置は運動を可能にする同じ摩擦によって受動的に保持され、電力消費はゼロである。
力とトルク密度
サーボモータは設計速度で動作するとき、優れた力密度を持つ。60 mmフレームのBLDCモータは3,000 RPMで0.5から2 Nmの連続トルクを発生し、150から600 Wの機械出力を提供する。精密ボールねじ(ピッチ5 mm、効率90%)と組み合わせると、250 mm/sで約500から2,000 Nのリニア推力に変換される。
低速では状況が変わる。停動時またはほぼ停動時のサーボモータトルクは、ロータ駆動の気流がなくなるため冷却能力が低下し、熱的に制限される。速度運転時に2 Nm連続定格のモータでも、停動時には1.5 Nmしか維持できないことがある。
超音波圧電モータは予圧された摩擦接触を通じて力を発生させる。典型的な値は、小型デバイスの1 N未満(Nanomotion Edgeはわずか0.55 gで0.35 N)から、重負荷設計の600 N(PI N-216 NEXLINE)まで幅広い。中級の商用モータは3.5から18 Nに集中する。Nanomotion HR4は15から18 Nの停動力、PI N-310 NEXACTは10 N、SmarAct SLC-2430は3.5 Nの拘束力を実現する。これらの値はサーボと比較すると控えめだが、力は速度に依存せず、ゼロ速度では圧電モータはゼロ消費電力で全予圧力により位置を保持する。
したがって、力密度の比較は速度に依存する。高速(50 mm/s以上)ではサーボが圧倒的に有利である。ゼロ速度(保持)では、サーボが連続停動電流を必要とする一方、圧電モータはゼロ消費電力であるため圧電に軍配が上がる。
具体的な製品の力比較
| モータ | タイプ | ピーク/停動力 | 連続力 | 速度範囲 |
|---|---|---|---|---|
| PI V-551 | ダイレクトドライブリニアサーボ | 180 Nピーク | 27 N連続 | 最大500 mm/s |
| Aerotech PRO165LM | ダイレクトドライブリニアサーボ | N/A (カスタム) | 高 (アイアンコア) | 最大2,000 mm/s |
| Parker MX80L | アイアンコアリニアサーボ | 高 | 高 | 最大2,000 mm/s |
| Anorad/Rockwell CHPS | リニアサーボ | 非常に高い | 高 | 最大6,000 mm/s, 25 g加速 |
| Nanomotion HR4 | 超音波圧電 | 15~18 N停動 | 8~12 N | 最大250 mm/s |
| PI N-310 NEXACT | 超音波圧電 | 10 N | 5~7 N | 最大10 mm/s |
| PI N-664 NEXACT | 超音波圧電 | 15 N保持 | 8~10 N | 中程度 |
| PI N-216 NEXLINE | 超音波圧電 | 600 N保持 | 300 N以上 | サブmm/s |
| SmarAct SLC-2430 | 超音波圧電 | 3.5 N拘束 | 1.5~2.5 N | >20 mm/s |
| Nanomotion Edge | 超音波圧電 | 0.35 N | 0.15 N | 最大200 mm/s |
| New Scale M3-L | 超音波圧電 | ~1.5 N | ~0.5 N | 中程度 |

画像: Nanomotion HR8 超音波モータ素子(モータあたり15~18 N、250 mm/s)。複数のセラミックフィンガーがスケーラブルな力出力を提供。出典: Nanomotion
計算例: ウェーハ検査Z軸の力収支
検査システムが、500 gの光学アセンブリ(重力4.9 N)を搭載した25 mm可動域の垂直軸を必要とする。スキャン中は0.5 mm/s、視野間の再位置決めは10 mm/s、各測定点で5秒間保持する。サイクルタイムが重要で、1時間に200回のムーブ・アンド・メジャーサイクルを実行する。
サーボアプローチ: 42 mmフレームのBLDCモータとピッチ10 mmのボールねじで300 Nの連続力を提供し、4.9 Nの重力荷重を大幅に上回る。ただし、保持時も含め15から20 Wを連続消費する。重力に対するトルクを維持するために電流が必要だからである。8時間シフトで120から160 Whの熱がステージアセンブリに蓄積される。ボールねじの摩擦(1から3 N)もモータの負荷を増やし、消費電力がさらに増加する。モータ筐体温度は50から70度Cに達する。
圧電モータアプローチ: スティックスリップ圧電モータ(PI N-310 NEXACT、10 N力、20 mm可動域など)で500 gのペイロードを処理する。4.5 Nの定力ばねで重力補償を行えば、モータは垂直運動に0.4 Nと動的力のみを発生させればよい。保持時は摩擦予圧が残りの0.4 Nをゼロ消費電力で支える。0.5 mm/sスキャン中の消費電力は1から2 W。8時間の総エネルギーは約5から15 Wh。モータ温度上昇は5度C未満。
圧電アプローチは10倍から30倍少ないエネルギーを使用し、熱的擾乱がほぼゼロであるため、測定精度に直接寄与する。トレードオフとして、10 mm/sの再位置決め速度はPI N-310の実用限界に近く、スルー部分がやや長くなる可能性がある。0.5から1秒のサイクルタイム延長を許容できるなら、圧電モータがシステムとして優れた選択肢となる。
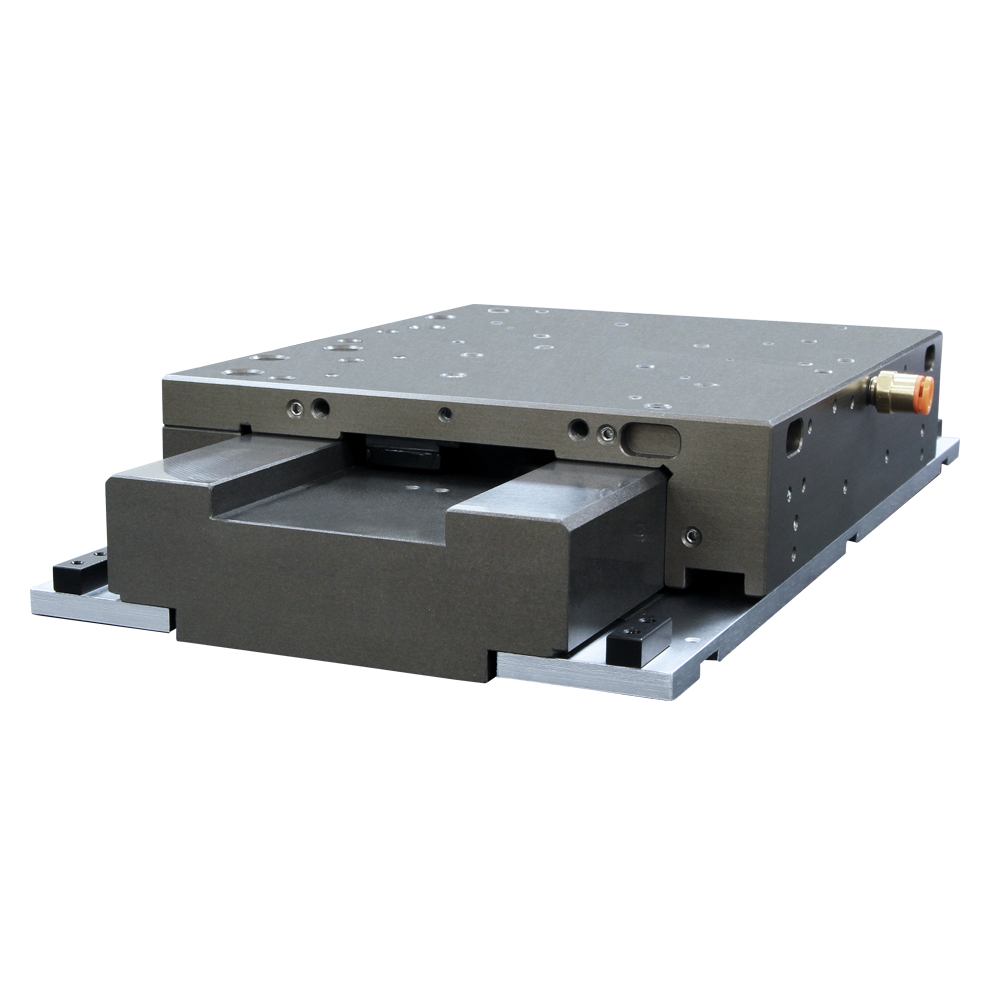
画像: PI PIMag ダイレクトドライブリニアステージ(V-522, V-524, V-528)。アイアンレスリニアモータとクロスローラーベアリング搭載。出典: Physik Instrumente (PI)
速度領域とクロスオーバーゾーン
これが最も重要な選定基準である。サーボモータと圧電モータは根本的に異なる速度領域で動作し、オーバーラップゾーンの理解がアプリケーションへの適合性を決定する。
サーボモータは数百から数千RPMでの連続運転向けに設計されている。ピッチ5 mmのボールねじを介したリニア運動に換算すると10から500 mm/s。ダイレクトドライブリニアサーボは0.5から6 m/s(Anorad/Rockwell CHPSは25 g加速で6 m/sに達する)。サーボは高速運転時に最も効率的であり、定格速度で無期限の連続運転が可能である。
超音波圧電モータはリニアタイプで通常0.5から250 mm/s。PI U-521 PILineは18 mm可動域、1 nm分解能で200 mm/sに到達する。Nanomotion HR4は250 mm/s。一部の特殊設計はさらに高速を達成する。Xeryon XLSは1,000 mm/sを実現し、サーボ領域と大幅にオーバーラップする。低速側では、PI N-310 NEXACTが最大分解能に最適化され最大10 mm/s。SmarAct SLC-2430は20 mm/s以上で中間に位置する。
速度制限は根本的なものである。摩擦接触界面は、過度の摩耗なしに電磁モータが達成する高い相対速度を維持できない。速度を追求した設計(Xeryon XLSなど)は通常、力密度または寿命を犠牲にする。
速度・アプリケーションマップ
| 速度領域 | 典型的アプリケーション | 推奨技術 | 主要製品 |
|---|---|---|---|
| 0~0.01 mm/s | ナノポジショニング、干渉計アライメント | 圧電 | PI N-664 NEXACT (0.03 nm OL分解能) |
| 0.01~1 mm/s | 走査プローブ顕微鏡、ファイバアライメント | 圧電 | SmarAct SLC-2430 (1 nm CL), PI N-310 |
| 1~10 mm/s | 光学検査、計測スキャン | 圧電またはサーボ | クロスオーバーゾーン。分解能に依存 |
| 10~50 mm/s | ウェーハプロービング、部品実装 | サーボ (または高速圧電) | PI U-521 PILine (200 mm/s対応) |
| 50~200 mm/s | ピック・アンド・プレース、基板検査 | サーボ | Newport IMS (DCサーボ、ボールねじ) |
| 200~1,000 mm/s | パッケージング、ラベリング、一般自動化 | サーボ | Parker MX80L (2,000 mm/s), PI V-551 (500 mm/s) |
| > 1,000 mm/s | 高速スキャン、レーザ加工 | ダイレクトドライブリニアサーボ | Anorad/Rockwell CHPS (6,000 mm/s) |

画像: PI U-521 PILine 超音波モータステージ(18 mm可動域、200 mm/s、1 nm分解能)。出典: Physik Instrumente (PI)
アプリケーションが100 mm/s以上の持続速度を必要とする場合、サーボモータがほぼ常に正しい選択である。低速で精密な位置決め(20 mm/s以下)で長い保持時間を伴うアプリケーションでは、圧電モータが競争力を持つ。Xeryon XLSは注目すべき例外であり、1,000 mm/sを250ユーロ以下の価格帯で達成し、同等のボイスコイルアクチュエータ(500ユーロ以下)を下回る。
分解能と最小増分運動
ここは圧電モータがその高い単価を正当化できる領域である。分解能の優位性はセンサの問題ではなく、機械的伝達誤差の不在に起因する。
サーボモータの最小ステップサイズはエンコーダ分解能と機械駆動系に依存する。典型的な高精度リニア軸を考える。
- 20ビットエンコーダ(1,048,576カウント/回転)搭載サーボモータ
- ピッチ5 mmのボールねじ
- 理論最小ステップ: 5 mm / 1,048,576 = 4.8 nm
この4.8 nmという数値は紙面上では印象的に見える。しかし、実際にはいくつかの要因がこの値を劣化させる。
- ボールねじバックラッシュ: 精密研削・予圧ボールねじでも1から3マイクロメートルの反転誤差がある。アンチバックラッシュ設計は0.5から1マイクロメートルに低減するが、摩擦とコストが増加する。
- ボールねじピッチ誤差: 精密研削ねじで300 mmあたり+-3から+-5マイクロメートル。コントローラでの誤差マッピングにより+-1マイクロメートルまで補償可能だが、残留周期誤差は残る。
- カップリングコンプライアンス: モータとねじ間のフレキシブルカップリングが角度遊びとねじりコンプライアンスを導入し、0.5から2マイクロメートルの位置決め不確定性を追加する。
- ベアリングランナウト: ボールねじ支持ベアリングが1から5マイクロメートルの軸方向誤差を寄与する。
ボールねじサーボ軸の実用的な最小増分運動(MIM)は、高品質アセンブリで0.5から5マイクロメートルである。サブマイクロメートル位置決めには外部リニアエンコーダ(ボールねじ誤差のバイパス)が必要で、$500から$2,000のシステムコスト増となる。
超音波圧電リニアモータはボールねじ、カップリング、ギヤ減速機なしで荷重を直接駆動する。高分解能リニアエンコーダにより、5から50 nmのMIMが日常的に達成される。最良の商用例はさらに劇的に低い値を実現する。PI N-664 NEXACTは開ループで0.03 nm、閉ループで2 nm MIMを30 mm可動域で達成する。PI V-551(比較用ダイレクトドライブリニアサーボ)は0.2 nmエンコーダ分解能を提供する。Aerotech ABL1000はエアベアリング搭載で0.5 nm閉ループ分解能を達成する。

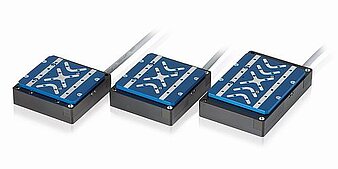
画像: PI N-565 NEXACT PiezoWalkステージ(最大52 mm可動域、0.5 nm分解能、静止時自己ロック)。上面のシェブロンパターンはモノリシックフレクシャガイド。出典: Physik Instrumente (PI)
エンコーダオプション別の分解能比較
| アクチュエータ | エンコーダタイプ | エンコーダ分解能 | 実用システムMIM | 双方向繰り返し精度 |
|---|---|---|---|---|
| サーボ+ボールねじ | ロータリー、13ビット | 0.6 um (ピッチ5 mm時) | 5~20 um | 5~25 um |
| サーボ+ボールねじ | ロータリー、17ビット | 38 nm (ピッチ5 mm時) | 2~10 um | 3~15 um |
| サーボ+ボールねじ | ロータリー、20ビット | 4.8 nm (ピッチ5 mm時) | 0.5~5 um | 1~10 um |
| サーボ+ボールねじ | リニア、1 um (Renishaw) | 1 um | 0.5~2 um | 0.5~3 um |
| サーボ+ボールねじ | リニア、0.1 um | 100 nm | 0.2~1 um | 0.3~2 um |
| サーボ+ボールねじ | リニア、1 nm (Renishaw ATOM DX) | 1 nm | 0.1~0.5 um | 0.2~1 um |
| 圧電モータ (ダイレクトドライブ) | リニア、1 um | 1 um | 0.5~1 um | 0.2~0.5 um |
| 圧電モータ (ダイレクトドライブ) | リニア、0.1 um | 100 nm | 20~100 nm | 50~200 nm |
| 圧電モータ (ダイレクトドライブ) | リニア、1 nm | 1 nm | 1~10 nm | 5~50 nm |
| 圧電モータ (ダイレクトドライブ) | リニア、0.1 nm | 0.1 nm | 0.5~5 nm | 2~20 nm |
| ダイレクトドライブリニアサーボ (PI V-551) | リニア、0.2 nm | 0.2 nm | 1~10 nm | 5~50 nm |
| ダイレクトドライブリニアサーボ (Aerotech ABL1000) | リニア、0.5 nm | 0.5 nm | 5~50 nm | 10~100 nm |
重要な知見: 同じ1 nmエンコーダ(Renishaw ATOM DX、2.5 nm分解能、最大速度20 m/s)を使用した場合、サーボ+ボールねじシステムは機械伝達誤差により0.1から0.5マイクロメートルMIMが限界となるのに対し、圧電モータは摩擦ダイナミクスとエンコーダノイズにより1から10 nm MIMを達成する。サーボシステムではアクチュエータ(というより伝達系)が制約要因であり、圧電モータではエンコーダが制約要因に近い。つまり、分解能がセンサ品質に比例してスケールする。
バックラッシュと反転誤差
バックラッシュは方向反転時に発生する位置誤差である。サーボ駆動システムにおける双方向位置決め誤差の最大の原因であり、精密アプリケーションにおける圧電モータ採用の最も有力な根拠と言える。
サーボシステムのバックラッシュ源
サーボリニア軸は複数の部品からバックラッシュが蓄積する。
- ボールねじナット: 1~20マイクロメートル(標準)、0.5~3マイクロメートル(予圧)
- カップリング: 0.5~5 arc-minの角度バックラッシュ
- ギヤボックス (使用時): 1~15 arc-min
- ベルトドライブ (使用時): 10~100マイクロメートル
適切に構築されたサーボ軸の総合双方向繰り返し精度は通常0.5から5マイクロメートルである。サブマイクロメートルの双方向繰り返し精度を達成するには、ダイレクトドライブリニアサーボ(ボールねじの排除)または二次的な圧電微動位置決めステージが必要となる。
ギヤボックスタイプ別のバックラッシュ分析
サーボモータが低速で高トルクを得るためにギヤ減速機を必要とする場合、ギヤボックスが追加のバックラッシュ源となる。以下の表は一般的なギヤボックスタイプを比較している。
| ギヤボックスタイプ | 減速比範囲 | バックラッシュ (arc-min) | ボールねじでのバックラッシュ (um) | コスト範囲 | 効率 |
|---|---|---|---|---|---|
| 平歯車、標準 | 3:1~100:1 | 5~15 | 7~22 (ピッチ5 mm時) | $50~$300 | 85%~95% |
| 平歯車、アンチバックラッシュ | 3:1~50:1 | 1~5 | 1.5~7 | $150~$600 | 80%~90% |
| 遊星歯車、標準 | 3:1~100:1 | 3~10 | 4~15 | $200~$800 | 85%~95% |
| 遊星歯車、精密 | 3:1~100:1 | 1~3 | 1.5~4.5 | $500~$2,000 | 85%~92% |
| ハーモニックドライブ | 30:1~320:1 | 0.5~2 | 0.7~3 | $800~$3,000 | 65%~85% |
| サイクロイド | 6:1~120:1 | 0.5~1 | 0.7~1.5 | $600~$2,500 | 75%~90% |
| 波動歯車 (ゼロバックラッシュ) | 50:1~160:1 | < 0.5 | < 0.7 | $1,500~$5,000 | 60%~80% |
ボールねじ出力でのリニアバックラッシュは次式で計算される: バックラッシュ_リニア = (バックラッシュ_角度 / 360) x ねじピッチ x (1 / ギヤ比)。ピッチ5 mmのねじの場合、ギヤボックスの1 arc-minバックラッシュはギヤ比減速前に約1.45マイクロメートルのリニアバックラッシュに変換される。
計算例: 10:1遊星歯車(バックラッシュ3 arc-min)でピッチ5 mmのボールねじを駆動する場合。ギヤボックスのみによるリニアバックラッシュ: (3 / 21,600) x 5,000 / 10 = 0.07マイクロメートル。しかし、ボールねじナット自体のバックラッシュ(予圧ナットで1から3マイクロメートル)が支配的となる。総反転誤差: 1から3.1マイクロメートル。ハーモニックドライブ(0.5 arc-min、100:1減速比)の追加でギヤボックスの寄与は無視可能レベルまで低減できるが、ボールねじナットが根本的なボトルネックとして残る。このことは、ギヤボックスでのバックラッシュ低減努力が収穫逓減に陥りやすいことを示している。
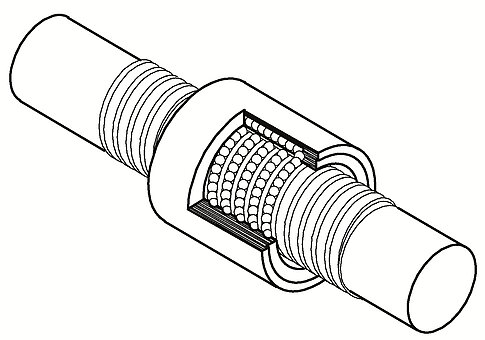
画像: 循環ボールねじアセンブリ断面図。ナット内を循環するボールが双方向繰り返し精度を制限するバックラッシュ(予圧時1から3 um)を導入する。出典: Physik Instrumente (PI)
圧電モータの反転挙動
超音波圧電モータは本質的にゼロバックラッシュである。摩擦駆動メカニズムは両方向で同一に係合する。双方向繰り返し精度はエンコーダ分解能とコントローラの摩擦接触ダイナミクス管理能力によってのみ制限される。SmarAct SLC-2430は1 nm閉ループ分解能で50 nm以下の双方向繰り返し精度を達成する。PI V-551(ダイレクトドライブサーボ)はクロスローラーベアリングで+-0.05マイクロメートルの繰り返し精度を達成する。
圧電モータには反転関連の非線形性として「デッドゾーン」がある。駆動信号が反転すると、接触チップは運動開始前に静摩擦を克服しなければならない。これにより、指令運動が出力を生じない小さなデッドバンド(通常10から100 nm)が生じる。高分解能エンコーダを用いた閉ループ制御は、ストールを検出し運動が再開するまで駆動振幅を増加させることでこのデッドバンドを排除する。デッドバンドはボールねじバックラッシュより桁違いに小さく、サーボループで完全に補正可能であるため、ほとんどのアプリケーションで問題にならない。
ベアリング技術
ベアリングシステムは見過ごされがちなコストと複雑さの要因である。サーボモータはモータ本体と駆動系の両方に機械ベアリングを必要とする。典型的なリニア軸には以下が含まれる。
- 2個のモータベアリング(予圧アンギュラコンタクトまたは深溝)
- 2から4個のボールねじ支持ベアリング
- リニアガイドレールシステム(循環ボールまたはローラーベアリング)
これらのベアリングは潤滑(グリースまたはオイル)を必要とし、経時的にパーティクルを発生させ、有限の寿命(L10定格)を持ち、システム剛性と誤差バジェットに寄与する。真空またはクリーンルーム環境ではベアリング選定が重要なエンジニアリング課題となる。特殊グリース、ラビリンスシール、磁気予圧が必要になることもある。要求の厳しい真空・クリーンルーム運用では、ボールねじの排除がシステム内の主要なパーティクルおよびアウトガス源の一つを除去することになる。
精密ステージのベアリングタイプ
フレクシャベアリングは清浄度と精度において究極の選択肢である。摩擦ゼロ、摩耗ゼロ、パーティクル発生ゼロ、潤滑不要。ただし、可動域は1 mm未満に制限される。多くの小型圧電ステージ(PI NEXACTステージを含む)はメンテナンス不要のモノリシックフレクシャ機構を採用している。
クロスローラーベアリングはより長い可動域にわたって高い剛性と滑らかな運動を提供する。PI、Aerotech(ANT95L、ANT130L)、Doverは、ローラーのスキューを防止するアンチクリープケージを使用している。Aerotech ANTシリーズはクロスローラーガイドで0.5 nm MIMを達成する。
画像: Aerotech ABL1000 エアベアリングステージ(0.5 nm閉ループ分解能、アイアンレスリニアモータ、ゼロコギング)。出典: Aerotech
エアベアリングは最高の真直度(Aerotech ABL1000で100 mmあたり0.1マイクロメートル未満)を達成するが、清浄乾燥エア供給が必要で、完成ステージのコストは$20,000から$50,000以上となる。半導体検査やリソグラフィの上位システムでは標準的に採用されている。
ボールベアリングは最大の荷重を支えるが、1から5マイクロメートルの軸方向誤差を導入し、定期的な潤滑メンテナンスが必要である。産業用サーボ軸では標準的だが、ナノメートル級の位置決めには不向きである。
ベアリングオーバーヘッドのコストと複雑さの分析
| 部品 | サーボ軸 (50 mm可動域) | 圧電モータステージ (50 mm可動域) |
|---|---|---|
| モータベアリング | 2xアンギュラコンタクト ($40~$200) | なし |
| ボールねじ支持ベアリング | 2xアンギュラコンタクト ($60~$300) | なし |
| ボールねじ+ナットアセンブリ | 1x精密研削 ($300~$1,500) | なし |
| モータ・ねじカップリング | 1xベローズまたはビーム ($30~$150) | なし |
| リニアガイドレール+ブロック | 2xレール、4xブロック ($200~$800) | ステージに統合 ($0追加) |
| 潤滑システム | グリース+メンテナンス間隔 | なし (乾式接触またはフレクシャ) |
| 駆動系部品総コスト | $630~$2,950 | $0~$300 (クロスローラーガイド) |
| 駆動系部品総数 | 10~15点 | 1~3点 |
| 組立工数 (時間) | 4~8 | 0.5~1 |
| メンテナンス間隔 | 2,000~10,000時間 | なし (摩耗監視のみ) |
圧電モータステージは約$600から$3,000の駆動系部品と3から7時間の組立工数を削減する。このコスト削減は圧電モータ素子の高い単価を部分的に相殺する。少量生産(1から100台)では、組立工数と駆動系部品を含めた総システムコストが圧電アプローチに有利になることがある。

画像: SmarAct SLC-2445 小型ポジショナー(16 mm可動域、1 nm分解能、36 g)。スケール参照用のガラス玉と共に。出典: SmarAct
熱特性と消費電力
熱管理は精密モーションシステム設計において最も過小評価される要因の一つである。熱は熱膨張を引き起こし、熱膨張は位置決め誤差を引き起こす。計測や半導体アプリケーションでは、100 mmアルミニウムステージの0.1度Cの温度変化でも2.3マイクロメートルの熱ドリフトを生じ、ナノメートル級の測定を台無しにするのに十分である。
サーボモータの熱プロファイル
サーボモータは銅損(I^2 R)と渦電流・ヒステリシスによる鉄損に比例した電力を消費する。この発熱は連続的で速度に依存し、停止時にも存在する。
停動時(ゼロ速度、全保持力)では、典型的な60 mmフレームのBLDCサーボは15から60 Wを消費する。ロータ駆動の気流がないため冷却能力が低下し、これが実際には最悪の熱条件となる。保持力を半減させると消費電力は1/4に減少(電流の二乗関係)するが、多くのアプリケーションでは保持時にも全力が必要となる。
精密ステージでの位置保持時、サーボモータは「サーボディザ」と呼ばれる現象を示す。コントローラが位置を維持するために継続的に小さな補正を行い、各補正が電流を引く。軸が静止して見えても、モータはディザ加熱で5から20 Wを消費する。数時間の運転でステージ温度は熱質量と冷却条件に応じて2から15度C上昇する。
ダイレクトドライブリニアサーボ(PI V-551、27 N連続力など)はボールねじの摩擦損失を排除するため、ボールねじサーボより良好な熱特性を持つ。ただし、力の発生に連続電流が必要であり、コイルがロータリーモータよりワークピースに近いことが多く、熱結合が悪化する場合がある。
Aerotech PRO165LMはThermoComp技術により熱影響に対処しており、リアルタイム熱モデリングで熱誘起の位置誤差を補正する。コストと複雑さが増すが、熱ドリフトを80%から90%低減できる。
圧電モータの熱プロファイル
超音波圧電モータは運動時のみ電力を消費する。静止時は摩擦予圧がゼロ消費電力・ゼロ発熱で位置を保持する。これはわずかな利点ではなく、根本的な物理的差異である。
運動時の消費電力は速度と荷重に応じて1から8 W。熱は摩擦接触界面と圧電素子自体(誘電損失)で発生する。消費電力が低く間欠的であるため、周囲構造への熱影響は最小限に留まる。
高デューティサイクルのアプリケーション(動作時間の80%以上)では、接触界面で有意な発熱が生じ得るが、典型的な精密アプリケーションでは保持時間が運動時間をはるかに上回る。2秒間動いて5秒間保持する半導体検査ステージの平均消費電力は0.5から2 Wであり、熱擾乱は無視可能なレベルとなる。
測定精度への熱的影響
| シナリオ | サーボ保持時消費電力 | 圧電保持時消費電力 | 温度上昇 (100 mm Alステージ) | 熱ドリフト |
|---|---|---|---|---|
| 軽荷重、間欠 | 10~20 W | 0 W | サーボ: 1~3 C; 圧電: 0 C | サーボ: 2.3~6.9 um; 圧電: 0 |
| 全荷重、連続保持 | 30~60 W | 0 W | サーボ: 5~15 C; 圧電: 0 C | サーボ: 11.5~34.5 um; 圧電: 0 |
| スキャン、50%デューティ | 15~40 W | 1~4 W | サーボ: 3~8 C; 圧電: 0.2~0.8 C | サーボ: 6.9~18.4 um; 圧電: 0.5~1.8 um |
サブマイクロメートル精度が必要な計測アプリケーションでは、圧電モータの熱的優位性が多くの場合で決定的要因となる。エンコーダ分解能をいくら高めても、測定サイクルより速く熱ドリフトするステージを補償することはできない。
制御アーキテクチャ
サーボモータの制御
サーボモータの制御は成熟した技術である。典型的なサーボ軸は以下を使用する。
- フィードバックセンサ: モータシャフトに取り付けたロータリーエンコーダ(13ビットから20ビット)、またはステージに取り付けたリニアエンコーダ(Renishaw ATOM DX、2.5 nm分解能、最大20 m/sなど)。リニアエンコーダはボールねじ誤差をバイパスするが、コストが増加する。
- 制御ループレート: 位置ループで通常10から20 kHz、電流ループで40から100 kHz。帯域幅が高いほど高速な整定と精密なトラッキングが可能となる。
- ドライブアーキテクチャ: BLDCモータ用の正弦波整流PWM電流アンプ。一体型ドライブ(モータ+ドライブ一体筐体)がAerotech、Parkerなどから入手可能。
- 熱補正: AerotechのThermoCompシステムはリアルタイム熱誤差補正を実行する。他のメーカーは外部温度センサとルックアップテーブルに依存している。
圧電モータの制御
圧電モータの制御は、駆動信号が電流指令ではなく圧電素子の振動モードを制御する成形波形(通常は超音波)である点で、サーボモータの制御と根本的に異なる。
- 駆動電子回路: 振幅と周波数を変調する超音波周波数発生器(20から200 kHz)。PI E-727デジタル圧電コントローラは産業自動化ネットワークへの統合のためEtherCAT通信をサポートする。
- フィードバックセンサ: 高分解能リニアエンコーダ(光学式または静電容量式)、静電容量変位センサ、ひずみゲージ。静電容量センサはサブナノメートル分解能を達成するが、範囲は限定的(通常100マイクロメートル未満)。長い可動域にはリニアエンコーダが標準。
- 制御アルゴリズム: ほとんどのアプリケーションでフィードフォワード付きPIDが使用される。摩擦ベースの駆動メカニズムは非線形性(特に方向反転時)を導入し、慎重なチューニングが必要。一部のコントローラは特定モータの摩擦特性を学習する適応アルゴリズムを使用する。
- 整定挙動: 圧電モータは小ステップに対して10 ms未満で最終位置に整定できる(PIは4自由度圧電ウェーハステージで10 ms未満の整定時間、5 nm未満の位置安定性を報告)。ボールねじ搭載サーボモータは同等精度で通常20から100 msの整定に要し、機械的コンプライアンスとバックラッシュに制限される。
統合に関する考慮事項
サーボモータは数十年の標準化の恩恵を受けている。CANopen、EtherCAT、PROFINET等の産業プロトコルが普遍的にサポートされている。圧電モータコントローラは追いつきつつあるが(PI E-727のEtherCATサポートは重要な進歩)、エコシステムはまだ小さい。圧電モータコントローラが既存のモーションプラットフォームと統合可能かどうかを、技術採用前に確認すべきである。
精度ティア別コスト比較
コスト比較は要求される性能レベルに大きく依存する。低精度ではサーボがコストで勝る。高精度ではサーボシステムの機械的オーバーヘッドが圧電システムを上回るコストを発生させる。
精度ティア別コスト内訳
| 精度ティア | 分解能 | サーボシステム構成 | サーボ合計 | 圧電システム構成 | 圧電合計 |
|---|---|---|---|---|---|
| 標準 (5~50 um) | 5~50 um | モータ ($150), ドライブ ($200), ねじ ($200), ガイド ($150), エンコーダ ($100), 組立 ($200) | $1,000 | N/A (このティアでは圧電は過剰) | N/A |
| 精密 (1~5 um) | 1~5 um | モータ ($300), ドライブ ($400), 精密ねじ ($600), ガイド ($300), 17ビットエンコーダ ($300), 組立 ($400) | $2,300 | モータ ($1,500), ドライバ ($600), 1 umエンコーダ ($300), ステージ ($800) | $3,200 |
| 高精度 (0.1~1 um) | 0.1~1 um | モータ ($500), ドライブ ($600), 精密ねじ ($1,200), ガイド ($500), リニアエンコーダ ($800), アンチバックラッシュ ($400), 組立 ($600) | $4,600 | モータ ($2,000), ドライバ ($800), 0.1 umエンコーダ ($600), ステージ ($1,200) | $4,600 |
| 超精密 (10~100 nm) | 10~100 nm | モータ ($800), ドライブ ($1,000), 精密ねじ ($2,000), エアベアリング ($3,000), リニアエンコーダ ($2,000), 熱管理 ($500), 組立 ($1,200) | $10,500 | モータ ($3,000), ドライバ ($1,200), 1 nmエンコーダ ($1,500), ステージ ($2,000) | $7,700 |
| ナノメートル (1~10 nm) | 1~10 nm | ダイレクトドライブリニアモータ ($5,000), ドライブ ($2,000), エアベアリング ($5,000), 干渉計 ($5,000), 熱管理 ($2,000), 組立 ($2,000) | $21,000 | モータ ($4,000), ドライバ ($1,500), 0.1 nmエンコーダ ($3,000), ステージ ($3,000) | $11,500 |
クロスオーバーポイントは「高精度」ティア(0.1から1マイクロメートル分解能)付近にある。このティア以下ではサーボが安価である。このティア以上では、サーボシステムが圧電にはない駆動系誤差を補償するためにますます高価な手段(エアベアリング、干渉計、熱管理)を必要とするため、圧電が段階的にコスト効率で優位となる。
注目すべきデータポイントとして、Xeryon XLS超音波モータは250ユーロ以下で入手可能であり、同等のボイスコイルアクチュエータは500ユーロ以下である。部品レベルでは、駆動系の節約を考慮する前から圧電モータは十分な競争力を持っている。
総所有コスト
購入価格は全体像の一部にすぎない。メンテナンス、エネルギー、ダウンタイムのコストは高精度アプリケーションで圧電モータに有利に働く。
| コスト要因 | サーボ軸 (年間) | 圧電モータステージ (年間) |
|---|---|---|
| エネルギー (8時間/日、250日) | $30~$150 (平均15~80 W) | $2~$10 (平均1~5 W) |
| 潤滑・メンテナンス | $100~$500 (定期PM) | $0~$50 (摩耗点検) |
| ボールねじ交換 (按分) | $200~$800 (3~5年寿命) | N/A |
| ベアリング交換 (按分) | $50~$200 | N/A |
| 校正・バックラッシュ補正 | $200~$500 | $50~$200 |
| 推定年間運用コスト | $580~$2,150 | $52~$260 |
5年間でサーボ軸は$2,900から$10,750の運用コストが累積し、圧電ステージは$260から$1,300にとどまる。この差は圧電モータシステムの高い購入価格を容易に超え得るため、多くの精密アプリケーションで圧電が総所有コストの低い選択肢となる。
クロスオーバーポイント
上記の分析に基づくと、圧電モータがより優れたエンジニアリング上の選択肢となるクロスオーバーポイントは、アプリケーションが以下の6つの基準のほとんどを満たす場合に生じる。
-
必要な位置決め分解能が1マイクロメートル以下。 1マイクロメートルの閾値を下回ると、ボールねじシステムの機械的伝達誤差が支配的となり、ボールねじの排除(ダイレクトドライブサーボまたは圧電モータ)が必要になる。
-
最大必要速度が50 mm/s以下。 この速度以上ではサーボモータがより効率的で耐久性がある。これ以下では圧電モータの速度制限はペナルティにならない。
-
双方向繰り返し精度0.5マイクロメートル以下が必要。 ボールねじ軸でこれを達成するには高価なアンチバックラッシュ手段が必要だが、圧電モータは本質的にこれを実現する。
-
ゼロ消費電力での位置保持が望ましい。 長い保持時間を伴うアプリケーション(アライメント治具、光学マウント、半導体検査)は圧電モータの受動保持の恩恵を受ける。
-
磁界放射を最小限にすべき。 サーボモータは永久磁石と通電コイルを含み漂遊磁界を発生させる。圧電モータは(エンコーダが光学式または静電容量式であれば)磁性部品を持たない。
-
動作環境が真空、クリーンルーム、または極低温。 圧電モータは保持時に発熱せず、ブラシや整流子からのパーティクルを発生させず、低温でも確実に動作する。ボールねじの排除は主要なアウトガスおよびパーティクル源を除去することになる。
アプリケーションがこれら基準の3つ以上に該当する場合、圧電モータを候補に含めるべきである。5つまたは6つに該当する場合、選択はほぼ確定する。
アプリケーション判定シナリオ
シナリオ 1: 半導体マスク検査ステージ
要件: 300 mm x 300 mm可動域、50 nm双方向繰り返し精度、200 mm/sスキャン速度、速度一定性0.01%以内、クリーンルームClass 1、24時間365日運転。この種のアプリケーションはウェーハステージ位置決めで詳しく検討している。
分析: 200 mm/sのスキャン速度はほとんどの圧電モータの快適な速度範囲を超える。300 mmの可動域はサーボの領域内である。50 nmの繰り返し精度には、エアベアリングと干渉計フィードバック搭載のダイレクトドライブリニアサーボ、または非常にハイエンドの圧電システムが必要となる。
速度一定性0.01%の要件は極めて厳しい。ボールねじサーボでは達成不可能で、ピッチ誤差の周期性が0.1%から1%の速度リップルを引き起こす。エアベアリングとレーザ干渉計搭載のダイレクトドライブリニアサーボは0.005%から0.02%の速度一定性を達成できる。200 mm/sで動作する圧電モータは速度限界付近にあり、この速度均一性を保証できない。
推奨: ダイレクトドライブリニアサーボ(Aerotech ABL1000エアベアリング搭載など)。速度、可動域、速度一定性の要件がサーボ領域に位置する。概算コスト: 軸あたり$40,000から$100,000。
シナリオ 2: 光ファイバアライメント(6自由度)
要件: 各軸(X, Y, Z)10 mm可動域、5 nm分解能、最大1 mm/s速度、ボンディング硬化中10から60分の保持、真空対応(一部バリアント)、コンパクトパッケージで6軸、磁界なし(近傍にファイバブラッグ格子センサ)。
分析: 5 nm分解能によりボールねじサーボ軸(実用MIM 0.5から5マイクロメートル)は除外される。ダイレクトドライブリニアサーボは達成可能だが、磁界を発生させ(不適格)、保持時に連続電力を必要とする(真空での熱問題)。1 mm/sの速度は圧電モータの範囲内。長い保持時間はゼロ消費電力での位置保持を必要とする。非磁性要件がすべての電磁モータを不適格にする。
推奨: 圧電モータ、明白に。 SmarAct SLCベースの6軸圧電モータステージ(1 nm閉ループ分解能)にクロスローラーベアリングと光学リニアエンコーダを組み合わせることですべての要件を満たす。ゼロ消費電力保持はボンディング中の熱擾乱を排除する。磁石の不在がファイバセンサを保護する。概算コスト: 6軸システムで$15,000から$30,000。
シナリオ 3: 自動光学検査(AOI) XYガントリー
要件: 500 mm x 500 mm可動域、5マイクロメートル精度、500 mm/sスキャン速度、50 ms整定時間、大気圧、24時間365日の工業運転、5年メンテナンス間隔。
分析: 500 mm/sのスキャン速度と500 mmの可動域は圧電モータの能力を大幅に超える。5マイクロメートルの精度はロータリーエンコーダ搭載のボールねじサーボで容易に達成できる。50 msの整定時間はこの精度レベルのサーボシステムでは日常的である。5年のメンテナンス間隔は適切な潤滑管理で達成可能。
推奨: サーボモータ、明白に。 精密ボールねじとリニアエンコーダ搭載のBLDCサーボモータペア(Newport IMSステージ、0.1マイクロメートル分解能のリニアスケールなど)が最低コストで性能を提供する。概算コスト: 軸あたり$5,000から$15,000。
シナリオ 4: 電子顕微鏡用極低温・真空ポジショニング
要件: 10 mm x 10 mm XY可動域、2 nm位置決め分解能、77 K(液体窒素温度)かつ10^-7 mbar真空での動作、試料質量50 g、最小振動、30分間のイメージングセッション中の位置保持、絶対的なゼロ磁気漂遊磁界(電子ビーム偏向感度)。
分析: このアプリケーションは6つのクロスオーバー基準すべてに該当する。極低温はほとんどの潤滑剤を排除し、多材料サーボアセンブリで差動熱収縮を引き起こす。真空は対流冷却に依存するモータをすべて排除する。ゼロ消費電力での30分保持は不可欠であり、試料近傍の熱源は熱ドリフトと氷汚染を引き起こす。磁界要件がすべての電磁モータを不適格にする(小型BLDCモータでも50 mm距離で10から100マイクロテスラの漂遊磁界を発生させ、電子ビームをナノメートル単位で偏向させるのに十分)。
圧電モータは真空および極低温で動作可能である。圧電効果はバルク材料特性であり、広い温度範囲で持続するためである。摩擦界面は熱収縮を考慮した予圧修正が必要で、低温では摩擦係数が変化するが、商用ソリューションが存在する(PIとSmarActはいずれも極低温対応ステージを提供)。

画像: Nanomotion 超精密XY真空ステージ。圧電駆動ステージは潤滑剤のアウトガスやパーティクル発生なく真空中で動作する。出典: Nanomotion
推奨: 圧電モータ、疑いなく。 これは教科書的な圧電アプリケーションである。フレクシャガイド、静電容量フィードバックセンサ、セラミック構造を備えた圧電XYステージは、77 Kでゼロ磁界放射、ゼロ保持時消費電力の条件下で2 nm分解能を提供する。極低温、真空、磁気、熱の複合要件を満たすサーボベースのソリューションは存在しない。概算コスト: XYシステムで$20,000から$40,000。
ダイレクトドライブリニアサーボ: 中間の選択肢
画像: Aerotech PRO165LM ダイレクトドライブリニアモータステージ(最大1,500 mm可動域、2 m/s、ThermoComp熱補正搭載アイアンレスモータ)。出典: Aerotech
ダイレクトドライブリニアサーボモータ(アイアンレスボイスコイルタイプまたはアイアンコアリニアモータ)は、圧電モータと同じ問題の一部に対処している。ボールねじ、カップリング、ギヤボックスを排除し、バックラッシュフリーの運動をサブマイクロメートル分解能で提供する。PI V-551(60から230 mm可動域、180 Nピーク力、0.2 nmエンコーダ分解能、+-0.05マイクロメートル繰り返し精度)やAerotech ABL1000(25から150 mm可動域、0.5 nm閉ループ分解能、エアベアリング、ゼロコギング)などが最先端を代表する。
Dover MMX-25(別のアイアンレスリニアモータステージ)は、中程度のコストで6マイクロメートルの総合指示ランナウト精度と0.4マイクロメートルの繰り返し精度を達成する。
ただし、ダイレクトドライブリニアサーボには依然として重要な制約がある。
- 発熱: PI V-551は27 Nの連続力を発生させるために連続電流を消費する。コンパクトなステージでは、この熱がワークピースに直接影響する。
- 磁界放射: アイアンレス設計でもコイルと磁石トラックから漂遊磁界を放射する。アイアンコア設計(Parker MX80L)は強い漂遊磁界を持つ。
- コスト: エアベアリング搭載リニアサーボステージ(Aerotech ABL1000)は$20,000から$50,000以上。
- 複雑さ: エアベアリングはクリーンドライエアのインフラが必要。クロスローラーの代替(Aerotech ANT95L、ANT130L)はシンプルだが真直度がやや劣る。
技術選定マトリクス
| 要件 | ボールねじサーボ | ダイレクトドライブリニアサーボ | 圧電モータ |
|---|---|---|---|
| 速度 > 100 mm/s | 優秀 | 優秀 | 不向き |
| 速度 < 10 mm/s | 良好 | 良好 | 優秀 |
| 分解能 < 1 um | 不良 (リニアエンコーダなしの場合) | 良好 | 優秀 |
| 分解能 < 100 nm | 非常に不良 | 中程度 | 良好 |
| 分解能 < 10 nm | N/A | 不良から中程度 | 良好 |
| ゼロ消費電力保持 | 不可 | 不可 | 可能 |
| ゼロバックラッシュ | 不可 | 可能 | 可能 |
| 真空適合性 | 中程度 (潤滑の問題) | 不良 (熱、アウトガス) | 優秀 |
| 磁界フリー | 不可 | 不可 | 可能 |
| 力 > 100 N | 優秀 | 優秀 | 限定的 (NEXLINE: 600 N) |
| 力 > 10 N | 優秀 | 優秀 | 中程度 |
| ストローク > 200 mm | 優秀 | 優秀 | 限定的 |
| コンパクトサイズ | 中程度 | 不良 (磁石+コイル) | 優秀 |
| 極低温動作 | 不良 | 非常に不良 | 良好 |
| 5 um分解能でのコスト | 低 ($1,000) | 高 ($10,000) | 中 ($3,000) |
| 100 nm分解能でのコスト | 高 ($10,000) | 非常に高 ($20,000以上) | 中 ($7,000) |
超音波モータが他の圧電ベースのアプローチ(ウォーキング、慣性、共振型)とどう比較されるかについては、圧電モーション技術の比較の概要を参照されたい。
寿命と摩耗
サーボモータは適切にメンテナンスされれば、数万時間の稼働実績を持つ。ボールねじアセンブリには荷重と速度から計算されるL10寿命定格がある。ベアリングはスケジュールに従って交換可能。システムは長期の工業運転向けに設計されている。
超音波圧電モータは経時的に摩耗する摩擦接触に依存している。接触チップまたは摩擦パッドが徐々に侵食され、予圧力が変化し性能に影響を与える。商用圧電モータの典型的な寿命仕様は、連続運転で5,000から20,000時間、累積走行距離で10,000から100,000 kmの範囲である。これらの数値はほとんどの精密位置決めアプリケーション(モータが低速で間欠的に動作する場合)には十分だが、連続的な工業生産用途には不十分な場合がある。摩耗メカニズム、摩擦材料の選択、寿命延長戦略の詳細な分析は寿命と摩耗の記事を参照されたい。
摩耗率は予圧力、速度、デューティサイクル、環境条件(湿度、パーティクル)に依存する。真空中では接触界面に水分がないため摩耗率が増加することが多いが、特殊な摩擦材料で緩和する設計も存在する。
寿命推定: 精密検査アプリケーション
半導体検査ツールの圧電モータステージが、測定サイクルあたり1 mm移動、1時間に500サイクル、1日16時間、年間300日稼働する場合。
- 1日あたりの走行距離: 1 mm x 500 x 16 = 8,000 mm = 8 m/日
- 年間走行距離: 8 x 300 = 2,400 m/年 = 2.4 km/年
- 定格寿命: 20,000 km(メーカー仕様)
- 予想稼働年数: 20,000 / 2.4 = 8,333年
このアプリケーション(精密検査の典型)では、圧電モータの走行距離ベースの寿命は事実上無限である。摩擦チップが摩耗する前に技術的陳腐化によりモータが交換されることになる。
寿命推定: 高速パッケージングアプリケーション
同じモータが高速パッケージングマシンで、毎秒10サイクル、各サイクル50 mm移動、1日20時間稼働する場合。
- 1日あたりの走行距離: 50 mm x 10 x 3,600 x 20 = 36,000 m = 36 km/日
- 年間走行距離: 36 x 300 = 10,800 km/年
- 予想稼働年数: 20,000 / 10,800 = 1.85年
この高デューティサイクルアプリケーションでは、圧電モータは約2年ごとの交換が必要となる。ボールねじ搭載サーボモータは、定期的なベアリングとねじのメンテナンスを行えば5から10年の寿命が期待できる。ここではサーボが正しい選択である。精度が優れているからではなく、デューティサイクルが圧電モータの摩耗制限寿命を圧倒するためである。
教訓: 圧電モータは低デューティサイクルの精密アプリケーションで卓越し、高デューティサイクルの工業アプリケーションでは苦戦する。分解能要件と同様に、技術をデューティサイクルにマッチングさせることが重要である。
実用的な推奨
サーボモータを選ぶ場合:
- 持続速度要件が50 mm/sを超える
- 連続力要件が20 Nを超える
- ストロークが200 mmを超える
- 高速での連続稼働が必要
- 標準的な産業インフラ(EtherCAT, CANopen, PROFINET)が重要
- 軸あたりのコストを$3,000以下に抑える必要がある
- デューティサイクルが高い(動作時間の80%以上)
圧電モータを選ぶ場合:
- 分解能要件が1マイクロメートル以下
- 500 nm以下の双方向繰り返し精度が必要
- 電力や発熱なしで長時間の位置保持が必要
- 動作環境が真空、クリーンルーム、極低温、または磁気的に感度が高い
- 最小のシステムサイズと重量が重要(Nanomotion Edgeは0.55 g)
- 速度要件が50 mm/s以下
- デューティサイクルが低から中程度(動作時間の50%以下)
ダイレクトドライブリニアサーボを検討する場合:
- 高速(100 mm/s以上)と高分解能(1マイクロメートル以下)の両方が同時に必要
- 軸あたり$10,000以上の予算が許容される
- 熱管理インフラが利用可能(水冷、ThermoComp)
- 長ストロークでナノメートル分解能が必要(Aerotech ABL1000は150 mm可動域で0.5 nmを提供)
- 真空と磁気が制約とならない
ハイブリッドアプローチ(ボールねじサーボ+圧電微動ステージ)を検討する場合:
- 長い可動域(200 mm以上)で中速の移動とナノメートルの最終位置決めが必要
- 粗動ステージが高速トラバースを処理し、圧電ステージが最後の100マイクロメートルを処理
- このアーキテクチャにより、フルエアベアリングサーボより低コストで200 mmストロークにわたり10 nm精度を達成可能
判断は特定の技術への忠誠心の問題ではなく、物理法則と要件のマッチングの問題である。まず要件(速度、分解能、力、デューティサイクル、環境、予算)を定義すれば、技術選択は通常明確になる。要件がクロスオーバーゾーンに位置する場合は、両オプションについて詳細な力・速度・分解能・コストモデルを構築すべきである。本稿の分析がフレームワークを提供し、具体的なアプリケーションの数値が答えを導く。